6AV63722DG872AA0
橫火焰玻璃窯爐控制系統(tǒng)探討
玻璃配合料從加料口加入窯爐后.經(jīng)高溫加熱熔化成玻璃液,進行澄清,、均化,、冷卻,然后經(jīng)過供料通道進入成形區(qū)成型,。沿窯池的縱向方向,。按玻璃液的熔化過程相應地分成熔化部、工作部,、供料通道。流液洞前稱為熔化部.流液洞后稱為工作部,。如圖1所示,。
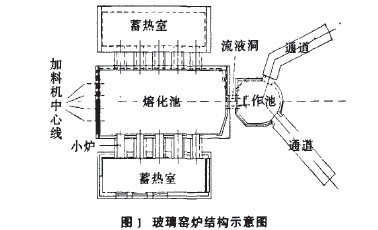
橫火焰是指窯內(nèi)火焰方向從一側(cè)流向另一側(cè),橫越熔窯的寬度,。與玻璃液流方向垂直,,用蓄熱室作為余熱回收設(shè)備。即助燃空氣通過蓄熱室預熱后由小爐到達熔化池內(nèi).與天然氣混合燃燒產(chǎn)生大量熱量傳遞給混合料及玻璃液.煙氣從熔窯一側(cè)小爐排出.流經(jīng)蓄熱室的時候.將大量余熱傳給蓄熱室內(nèi)格子磚.磚的溫度隨著通過煙氣的時間延長逐漸升高,,經(jīng)過一段時間的加熱后.換向閘板改變煙氣和助燃空氣流向,。
玻璃的熔制是一個非常復雜的過程.它包括一系列物理化學現(xiàn)象和反應。這些現(xiàn)象和反應.使各種原料的機械混合物變成了復雜的熔融物即玻璃液,。大致可分為5個階段:硅酸鹽形成,、玻璃形成、澄清,、均化和冷卻,。對于連續(xù)生產(chǎn)的玻璃池窯.玻璃形成過程的各個階段是在池窯的不同部位.同一時間內(nèi)進行的.玻璃液在不同階段有不同的物理化學反應.對溫度有不同的要求。因此溫度是影響玻璃熔制質(zhì)量的主要因素.必須沿池窯的縱向,。根據(jù)玻璃熔制要求建立有利于玻璃熔制的穩(wěn)定的溫度曲線,。
玻璃熔制過程中.玻璃液面有一規(guī)定高度.要求穩(wěn)定.其上下波動范圍要求在±0.5 mm之內(nèi)。在正常情況下.玻璃液面的波動說明投料量有波動.會造成窯內(nèi)溫度的波動,。玻璃液面的波動.一方面影響成型作業(yè)的穩(wěn)定,。從而影響玻璃的產(chǎn)量和質(zhì)量:另一方面會加劇對池壁耐火材料的侵蝕.這不僅污染玻璃液造成許多缺陷.還會縮短熔窯使用壽命,。
窯爐內(nèi)壓力大小、穩(wěn)定程度也對爐內(nèi)溫度,、液面高低即液位有影響,。筆者希望窯內(nèi)壓力在熔化部接近玻璃液面處是零壓,并要求穩(wěn)定,。這樣既沒有冷空氣吸入.也沒有火焰從空口逸出,。但零壓是臨界狀態(tài).較難控制.通常控制在微正壓范嗣內(nèi),。玻璃窯爐的投資昂貴.作為高溫設(shè)備.在它服務期限內(nèi)不能輕易地停工檢修和進行更換改造?而玻璃熔化過程的復雜性,、干擾因素眾多、干擾來源不易確定,、調(diào)整措施見效滯后.都使得玻璃窯爐的穩(wěn)定運行極為困難,。生產(chǎn)工廠的經(jīng)濟效益將在很大程度上取決于玻璃窯爐的生產(chǎn)狀態(tài)。為此.玻璃窯爐要求功能齊全,、性能可靠的控制系統(tǒng)來保證工藝參數(shù)的穩(wěn)定,。
1窯爐自動控制系統(tǒng)
窯爐控制系統(tǒng)必須保證窯爐的溫度、壓力,、液位,、燃燒系統(tǒng)的流量等熱工參數(shù)的穩(wěn)定.保證燃燒過程中的正常換向。在安全的前提下.控制系統(tǒng)對參數(shù)的控制精度是衡量整套系統(tǒng)的一個重要指標.目前有采用PLC控制系統(tǒng)和由單回路控制器冗余控制主要T藝參數(shù),。用小型PLC冗余控制換向過程:有使用DCS控制系統(tǒng).用一臺微型PLC冗余控制換向過程,。隨控制技術(shù)的發(fā)展,基于PLC的DCS系統(tǒng)目前在國內(nèi)外都得到了廣泛的應用.可編程控制器(PLC)與DCS控制系統(tǒng)的界限區(qū)別也越來越模糊,。
2溫度控制系統(tǒng)
溫度控制系統(tǒng)包括熔化池溫度控制,、工作池溫度控制、通道溫度控制,。因窯爐是一個較大的熱T對象.各個地方的溫度有很大的差異.無法全部進行測量.只能由工藝人員選擇關(guān)鍵點的測量值進行加權(quán)平均作為溫度過程值(PV),,并把這個PV作為被控量改變?nèi)剂狭髁俊R跃S持該平均值的穩(wěn)定,。因此它義包含了燃氣控制和助燃空氣控制,。
2.1熔化池溫度控制原理
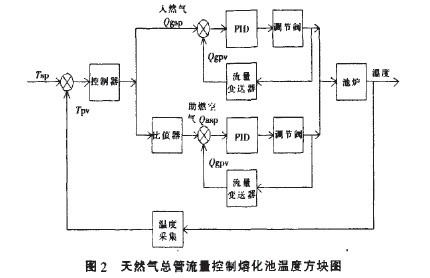
溫度設(shè)定值(SP)與溫度過程值(PV)之間的偏差經(jīng)控制器運算后.得出一個輸出值作為燃氣控制系統(tǒng)的設(shè)定值.同時乘以一個空燃比系數(shù)作為助燃空氣的設(shè)定值,再經(jīng)PID控制器運算后調(diào)整各自的流量控制閥,。保證正常的燃燒狀況.進而得到穩(wěn)定的溫度,。這樣就形成了溫度和燃氣的串級控制。在實際工作中.經(jīng)常使用兩種方式控制熔化池溫度,,一是自動控制天然氣總流量,,手動分配各小爐天然氣流量的方式。圖2所示為控制天然氣總管流量控制熔化池溫度的方塊圖,。
二是自動控制小爐天然氣流量的方式,。圖3所示為控制Ⅳ個小爐天然氣流量控制熔化池溫度的方塊圖,。
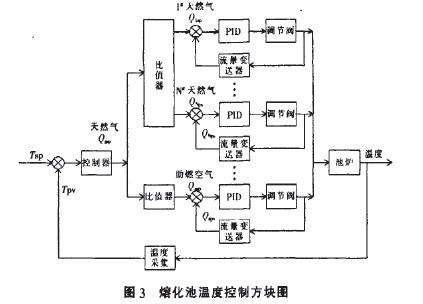
圖2、圖3中,,r為溫度,,Q。,、Q,。分別為天然氣和助燃空氣的流量,sp,、pv分別為設(shè)定值和過程值,。對于溫度控制器,采用過PID算法,、位式控制法和模糊控制算法.由于玻璃窯爐是一個大的熱1二對象,,具有熱慣性大、滯后時間長和隨機干擾多的特點.PID算法整定出合適的參數(shù)比較困難,,基本上處于手動控制模式,。
西門子電機6SL3120-1TE15-0AA4 S7300PLC 的下載 首先要選擇正確的下載路徑,即設(shè)置PG/PC 接口: 在“SIMATIC Manager" 主菜單“Option "的下拉菜單中選擇“Set PG/PC Interface",, 或者打開操作系統(tǒng)的控制面板“Start?Control Panel",, 同樣打開“Set PG/PC Interface" 進行設(shè)置。如圖5,,圖6,。 
圖5:在STEP7 中設(shè)置PG/PC 接口 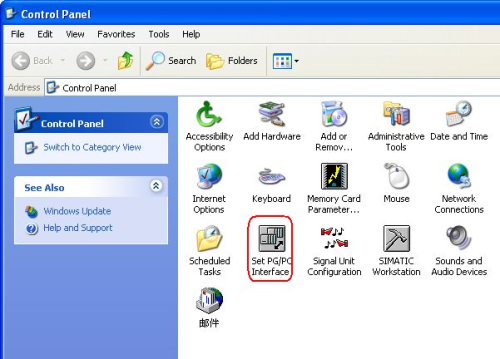
圖6:控制面板PG/PC 接口設(shè)置 在PG/PC 接口設(shè)置中,根據(jù)所選的下載方式(MPI/Profibus/Ethernet )和PC 所使用的硬件(PC 適配器/CP5613/CP5512 等) 來設(shè)置正確的接口參數(shù),。詳細設(shè)置方法可參考西門子自動化與驅(qū)動集團技術(shù)支持與服務網(wǎng)站網(wǎng)上課堂PLC 課程中的“ 如何使用PC Adapter CP5611 CP5511 CP5512 建立STEP7 與PLC 通訊"這篇文章。 打開 主頁,, 進入技術(shù)資源庫的網(wǎng)上課堂即可下載,。 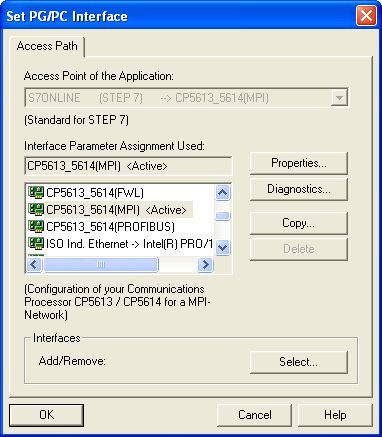
圖7: Set PG/PC Interface 設(shè)置窗口 B. Simatic PC 站的組態(tài) 步驟一:配置PC 站的硬件機架當SIMATIC NET 軟件成功安裝后,在PC 機桌面上可看到Station Configurator 的快捷圖標,,同時在任務欄(Taskbar)中也會有Station Configuration Editor 的圖標,。 
圖8: Station Configurator 桌面快捷圖標 圖9: 任務欄中的圖標 1) 通過點擊圖標打開Station Configuration Editor 配置窗口 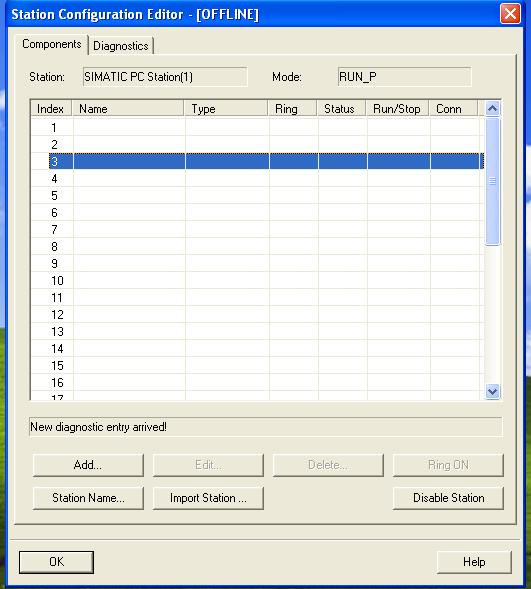
圖10:Station Configuration Editor 配置窗口 2) 選擇一號插槽,點擊Add 按鈕或鼠標右鍵選擇添加,,在添加組件窗口中選擇OPC Server 點擊OK 即完成,。 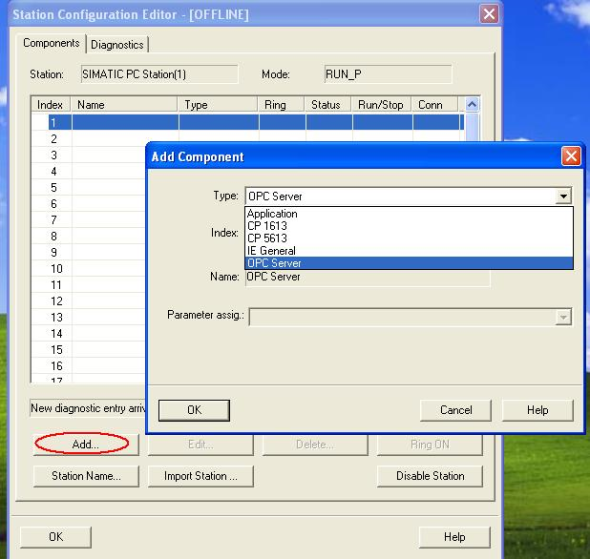
圖11:添加OPC Server 3) 同樣方法選擇三號插槽添加CP1613 
圖12: 添加CP1613 插入CP1613 后,即彈出其屬性對話框,。設(shè)置網(wǎng)卡參數(shù),,如IP 地址,子網(wǎng)掩碼等,。 
圖13: 網(wǎng)卡屬性即參數(shù)設(shè)置 | WINCC/PerformanceMonitor v7.2升級. 從DOWNTIMEMONITOR升級到PerformanceMonitor,,包含30個歸檔變
|
 您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)














