西門子6SL3120-1TE26-0AA3
1,、人機(jī)界面系統(tǒng)
在生產(chǎn)線的運(yùn)行過程中需要變換大量的配方、更改工藝參數(shù)以及實時監(jiān)控系統(tǒng)的運(yùn)行狀態(tài),,有2 種方案可以選擇:一是觸摸屏用MP I 電纜與P L C 通過串行通訊進(jìn)行數(shù)據(jù)交換,二是通過工控機(jī)配以P R O F I B U S - D P 接口卡,,通過PROF I BUS 現(xiàn)場控制總線,,與PLC 進(jìn)行數(shù)據(jù)交換,。考慮到現(xiàn)場數(shù)據(jù)傳輸量大,,有上千種配方工藝,,所以選用了研華工控機(jī),,配以C P 5 6 1 1PROFIBUS-DP 接口卡,,來采集和發(fā)送各種數(shù)據(jù)信息,。
工控機(jī)作為人機(jī)界面, 用來進(jìn)行配方輸入,,實時顯示各工段的工藝參數(shù)、各運(yùn)行電機(jī)的運(yùn)行速度,、運(yùn)行電流,、電壓,,報警信息,。生產(chǎn)狀態(tài)歷史曲線查詢,故障報警記錄,,故障分析及簡明維修指南,以及各種數(shù)據(jù)報表的產(chǎn)生及打印,,并為工廠以太網(wǎng)提供接口,。
2、 PLC 主站系統(tǒng)
P L C 作為整個控制系統(tǒng)的核心部分,,處理本系統(tǒng)中的各種工藝參數(shù)和邏輯控制,,各速度調(diào)節(jié)輥、光電開關(guān)和主令電器等信號,,通過網(wǎng)絡(luò)發(fā)出現(xiàn)場設(shè)備的狀態(tài)要求,,經(jīng)過P L C 處理并將控制指令傳遞給各執(zhí)行元件(如驅(qū)動器、電磁閥等),,同時將各驅(qū)動器的運(yùn)行狀態(tài),、運(yùn)行參數(shù),, 各電磁閥的工作狀態(tài)采集回來,。
由于PLC 的重要性及現(xiàn)場有2 000 多個數(shù)字量I /O 點及200 多個模擬量I /O 點以及34 臺模擬量直流驅(qū)動器,我們選用了西門子S 7 - 4 0 0 的PLC,,CPU 采用414-2DP,,具有256K 工作內(nèi)存以及2 5 6K 程序內(nèi)存,并考慮到掉電不至于丟失程序,,配以2M 存儲卡,既減輕了C PU 的工作內(nèi)存,, 又解決了不丟失程序的問題,。
3,、從站系統(tǒng)
從站設(shè)備分為以下2 類,。
1) 直流驅(qū)動器
選用了西門子的6 R A 7 0 系列的直流驅(qū)動器,共34 臺,,采用CBP 2 板同PLC 通訊,,它具有以下特點: ① 單臺裝置輸出額定電樞電流15~2 200 A,,額定勵磁電流3~85 A,,裝置并聯(lián)后輸出額定電樞電流可達(dá)12 000 A,;②輸入電壓分為5 個等級:400V/460V/575V/690V/830V,;③強(qiáng)大的通訊能力。有SIMOLNK 高速直接的裝置-裝置通訊,,還可支持PROFI BUS 、CAN-BUS ,、De vi c eNe t,、USS 協(xié)議等,;④所有工藝板,、通訊板及OP1S 操作面板都可與新一代的SIMOVERTMASTERDRIVES 矢量控制交流調(diào)速產(chǎn)品通用,。
2) 分布式I/O 模塊
選用ET 200 M,共3 個遠(yuǎn)程I /O 站,,它具有以下特點:① ET 20 0M 是模板化I /O 站保護(hù)等級為IP 20;②采用S7-300 PLC 的信號模板和功能模板可進(jìn)行擴(kuò)展,; ③ 由于模板的種類眾多,,ET 20 0 M 尤其適用于復(fù)雜的自動化任務(wù),;④可將遠(yuǎn)程的I /O 數(shù)據(jù)采集到PLC 進(jìn)行控制,;⑤ ET200 M 是PROFIBUSDP 現(xiàn)場總線的從站,,傳輸速率為12 Mbi t/ s,;⑥ ET 200 M 也可采用有源總線模板進(jìn)行配置,這樣在運(yùn)行過程中即使帶電也可更換S7-3 00 I /O 模板,,其他模塊仍可運(yùn)行,。
三,、控制系統(tǒng)軟件設(shè)計
1、人機(jī)界面
工控機(jī)監(jiān)控軟件采用西門子公司的WINCC組態(tài)軟件,,共設(shè)計了實時報警畫面,、歷史報警畫面,、擠出畫面,、壓延畫面、冷卻畫面,、卷取畫面、裁刀畫面,、配方選擇畫面,、配方編輯畫面,、D P 診斷畫面,、數(shù)據(jù)顯示畫面,、擋絲菜單畫面、服務(wù)菜單畫面,,通過組態(tài)畫面可以方便的進(jìn)行狀態(tài)查詢,, 故障維護(hù),。
2、PLC 軟件
本系統(tǒng)所有電機(jī)的速度是以接取電機(jī)的速度為準(zhǔn),,根據(jù)生產(chǎn)需要,,設(shè)定各段的運(yùn)行速度,,P L C 根據(jù)各段不同的速比計算出各臺驅(qū)動器的初始速度,,通過PROF I BUS 現(xiàn)場控制總線傳給每一臺驅(qū)動器。
由于胎面胎側(cè)收縮的原因,,使得每一段的線速度均有變化,,加上其他原因,,就可能使胎面胎側(cè)拉伸或松弛,因此我們采用了以下典型的控制理論,。
在上坡段及以后的各段,當(dāng)速度調(diào)節(jié)輥的信號(0~10 V)大于5 V 時,,后段電機(jī)減速,當(dāng)速度調(diào)節(jié)輥的信號(0~10 V)小于5 V 時,,后段電機(jī)加速。在P LC 中我們采用P ID 算法來保持前后運(yùn)輸帶的同步,。
在胎側(cè)卷取部分,采用卷徑計算的方法,,配合速度調(diào)節(jié)輥的信號來實現(xiàn)卷取的功能。
在胎面裁斷部分,,采用高速計數(shù)模塊采集胎面實際傳送的長度,通過PLC 的運(yùn)算,,進(jìn)行定長裁斷,。
四,、應(yīng)用體會
S5 改為S 7 后的系統(tǒng)優(yōu)點:
1、通訊速度快:由于采用了S 7 - 4 0 0 的PLC,,我們將現(xiàn)場的34 臺驅(qū)動及3 個分布式I /O模塊均聯(lián)接在1 個DP 口上(CPU 的DP /MPI 口須預(yù)留),為此我們將通訊速度設(shè)定在1 . 5 M,。
2、應(yīng)用靈活,,編程方便: 由于采用了PROFIBUSDP 現(xiàn)場總線,,各驅(qū)動器的控制字,、狀態(tài)字,、設(shè)定值、實際值,、故障報警信息均可直接讀寫。
3,、接線簡單:所有的驅(qū)動器只有1 根D P通訊線,, 大大降低了故障率,。
4、擴(kuò)展性強(qiáng):如果現(xiàn)場需要增加驅(qū)動器,,只需1 根D P 通訊線與D P 總線連接即可,。
5、維護(hù)簡單:由于PROFIBUS 現(xiàn)場控制總線的監(jiān)視和檢測都可以通過P L C 編程后通過工控機(jī)顯示,??梢匝杆倭私夤收?,及時解除故障。
6,、備件更換方便:S7-400PLC 及6RA70 是西門子新一代產(chǎn)品,,是目前及將來的主流控制元器件。
7,、可節(jié)省大量的工期,,由于S5 同S7 的產(chǎn)品是西門子升級換代的產(chǎn)品,其硬件的接線有相近性,,可節(jié)省配線周期,,其軟件有相通性,可節(jié)省大量的調(diào)試周期,。
對于正常生產(chǎn)缺少備件的用戶來說,,S 5 升級S 7 是一種切實可行的方法。
五,、應(yīng)用效果
雙復(fù)合擠出生產(chǎn)線根據(jù)以上方法,,通過對電氣系統(tǒng)的改造,,取得了良好效果:
1、系統(tǒng)穩(wěn)定性明顯提高,;
2,、設(shè)備運(yùn)行精度明顯提高;
3,、設(shè)備故障率明顯降低,,提高了生產(chǎn)能力;
4,、設(shè)備維護(hù)成本明顯降低,,且消除了停產(chǎn)的風(fēng)險(缺備件);
5,、生產(chǎn)的部件質(zhì)量明顯提高,,提高了產(chǎn)品質(zhì)量;
6,、提高了生產(chǎn)的自動化程度,,有效防止人為的質(zhì)量波動。
因此,,通過電氣系統(tǒng)的升級改造,,以盡可能低的費(fèi)用,提升老設(shè)備的運(yùn)行性能,,使之發(fā)揮出原有的設(shè)計性能乃至更佳,,生產(chǎn)出的產(chǎn)品來贏得市場的競爭,不失為一條較好的出路
西門子6SL3120-1TE26-0AA3
3 應(yīng)用示例
為了更加更清楚地了解在線軟件兼容性工具的使用方法和操作步驟,,下面列舉兩個實際的軟件兼容性檢查示例,,供使用時參考。
3.1 哪個版本的STEP7與Win7操作系統(tǒng)兼容
可以通過軟件兼容性工具確定“哪個版本的STEP7與Win7操作系統(tǒng)兼容",,為此,,需要借助軟件兼容性工具進(jìn)行如下操作。
2,、在個軟件選擇頁面STEP7,,如圖8所示。并在下一個頁面中選擇STEP7,。
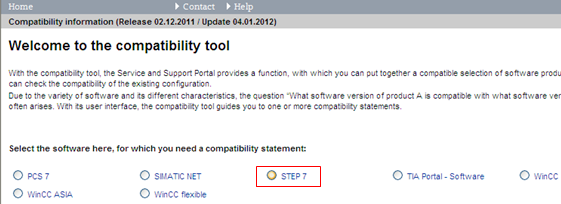
圖8
3,、在軟件版本選擇頁,選擇“Any software version"(所有的軟件版本),,如圖9所示,。

圖9
4、在第二軟件選擇頁面的軟件樹中選擇“Mirosoft products?Microsoft Windows?Microsoft Windows 7",并在頁面中間欄中選擇“Microsoft Windows 7 professional (32-bit)"的軟件版本,,如圖10,。
選擇好第二個軟件后,已經(jīng)選擇好的STEP7(任意版本)和Microsoft Windows 7 professional (32-bit)軟件都在頁面右側(cè)顯示出來,,同時“show compatibility"按鈕也已經(jīng)可用,。
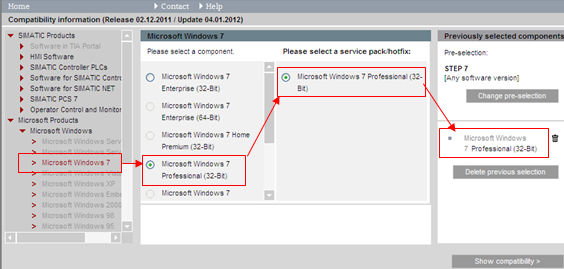
圖10
5、點擊“show compatibility"按鈕,,顯示兼容性列表,,如圖11所示。在兼容性列表頁面中,,我們可以看到STEP7 V5.5版本與Microsoft Windows 7 professional (32-bit)操作系統(tǒng)兼容,,其他版本的STEP7軟件與Microsoft Windows 7 professional (32-bit)操作系統(tǒng)都不兼容。

圖11
說明:
> 在兼容性列表的Comp列中圖標(biāo)

表示兼容,,圖標(biāo)

表示不兼容。
> 可以通過列名稱后面的圖標(biāo) 來改變列表的排列順序,。
6、在兼容性列表中,我們還可以看到其他與STEP7 V5.5相關(guān)的軟件產(chǎn)品與Win7操作系統(tǒng)的兼容性列表也被顯示出來,,比如Automation License Manager,,S7-PLCSIM等相關(guān)的軟件組件。通過這個列表我們也可以方便,、直觀地了解到這些軟件的兼容性信息,,如圖12所示。
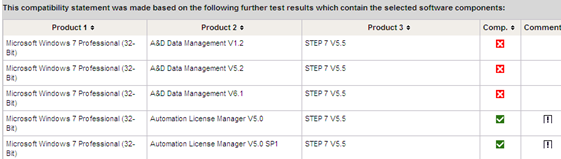
圖12
3.2 確定WinCC V7.0 SP2與STEP7 V5.5是否兼容
應(yīng)用軟件兼容性工具確定WinCC V7.0 SP2與STEP7 V5.5是否兼容,,操作步驟如下,。
2、在個頁面,,選擇WinCC軟件,,如圖13。
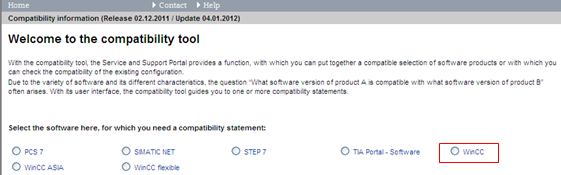
圖13
3,、在軟件版本選擇頁,,選擇“V7.0 SP2",如圖14,。
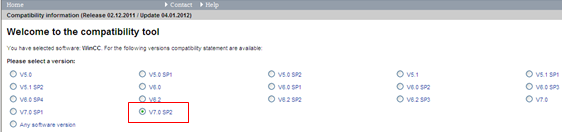
圖14
4,、在第二軟件選擇頁面的軟件樹中選擇“Software for SIMATIC controller—>STEP7 programming software?STEP7",并在頁面中間欄中選擇“STEP7 V5.5"的軟件版本,如圖15,。
選擇好第二個軟件后,,已經(jīng)選擇好的WinCC V7.0 SP2與STEP7 V5.5軟件都在頁面右側(cè)顯示出來,同時“show compatibility"按鈕也已經(jīng)可用。
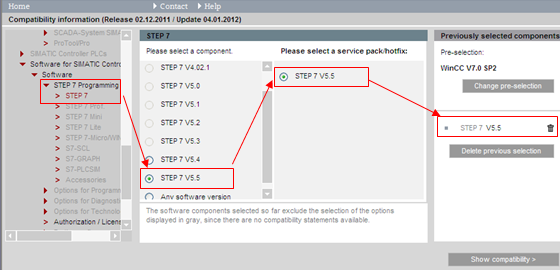
圖15
5,、點擊“show compatibility"按鈕,,顯示兼容性報告。在兼容性報告頁面中,,我們可以看到WinCC V7.0 SP2與STEP7 V5.5兼容,,如圖16。
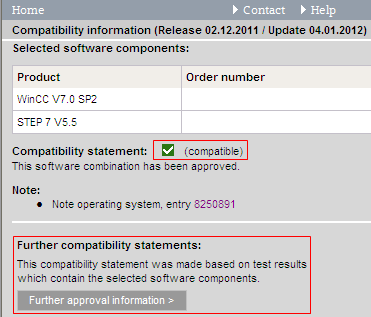
圖16
6,、在圖16中,,還可以看到一個“Further approval information"的按鈕。點擊這個按鈕會進(jìn)入另一個兼容性列表頁,,如圖17所示,。與選擇軟件相關(guān)的其他相關(guān)軟件的兼容性信息都在這個列表中顯示出來。比如Automation License Manager,,Windows操作系統(tǒng),,殺毒軟件等相關(guān)的軟件組件。
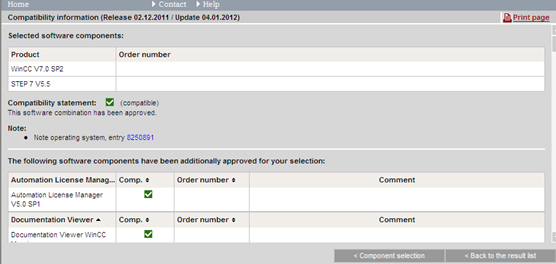
圖17
4 其他說明
在使用軟件兼容性工具進(jìn)行軟件兼容性檢查的過程中,,需要注意以下內(nèi)容,。
1、軟件兼容性工具隨著新軟件的不斷發(fā)布而不斷更新,,存在一個不斷發(fā)展和完善的過程,。所以在使用過程中工具頁面可能不與本文的截圖一致,請以實際頁面視圖為準(zhǔn),。
2,、在軟件兼容性工具的操作過程中,盡量使用工具頁面提供的按鈕來完成相關(guān)操作,,不推薦使用瀏覽器上的按鈕
 您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)














