西門子電源模塊6SL3130-6AE15-0AB1
信號模塊是控制器進行過程操作的接口。許多不同的數(shù)字量和模擬量模塊根據(jù)每一項任務(wù)的要求,,準確提供輸入/輸出,。數(shù)字量和模擬量模塊在通道數(shù)量、電壓和電流范圍,、電絕緣,、診斷和警報功能等方面都存在著差別。S7-400 信號模塊不僅是能夠在*機架擴展,,而且可以通過 PROFIBUS DP 連接到 S7-400 *控制器,。支持熱插拔,,這使更換模塊變得極其簡單。
多種S7-400 系列 功能模板可以進行模塊定制來滿足zui多變的任務(wù),。
除了帶有集成功能和接口的 CPU,,還有豐富的采用 S7-400 設(shè)計的特殊模塊供技術(shù)使用。
通訊處理器用于將 S7-400 連接到不同的總線系統(tǒng)/通訊網(wǎng)絡(luò),,也用于點對點的連接,。
作為總線系統(tǒng)的替代品,借助通訊處理器 (CP) 實現(xiàn)的點對點連接功能非常強大且成本較低,。當(dāng)僅要將幾個 (RS 485) 設(shè)備連接到 SIMATIC S7 時,,與總線系統(tǒng)相比,點對點鏈路的優(yōu)勢是極為明顯的,。
通訊處理器也能夠輕松地將第三方系統(tǒng)連接至 SIMATIC S7-400 系統(tǒng)中,。由于 CP 具有很高的靈活性,因此可以執(zhí)行不同的物理傳輸介質(zhì),、傳輸速度,,甚至是自定義的傳輸協(xié)議。對每一個 CP 都有一個組態(tài)包,。組態(tài)包中帶有電子手冊,、參數(shù)化屏幕表單和用于 CPU 和 CP 之間通訊的標準功能塊。組態(tài)數(shù)據(jù)存儲在系統(tǒng)塊中并在 CPU 中備份,。因此,,在更換模塊后,新模塊馬上就可以使用,。
借助 S7-400 點對點鏈路模塊,,針對不同的物理傳輸介質(zhì),只需要插入相關(guān)的接口子模塊,,而無需外部轉(zhuǎn)換器
使用 SIMOTION D4x5 的自動化解決方案示例
除了高動態(tài)橫動響應(yīng)和生產(chǎn)率的zui大化外,,SIMOTION應(yīng)用SIMOTION SimoTrans還提供了更多過程定向的功能。
運動系統(tǒng)與更別主值的耦合
按標準化運動原理(第五順序多項式)的橫動,,產(chǎn)生適合的拉力和沖擊條件,。
傳動應(yīng)用SIMOTION SimoTrans可單獨使用;或與壓力控制SIMOTION SimoPress一起應(yīng)用于能有效地共同應(yīng)用它們整個沖壓線上,。
總數(shù)據(jù)管理
主值編碼器實時改變,,以適應(yīng)機械狀態(tài)。
模塊化,、可參數(shù)化的程序結(jié)構(gòu)支持壓力變化
使用表格使序列參數(shù)化
操作模式:服務(wù)模式,,設(shè)置,單進程和自動
通過初始設(shè)備制造商實現(xiàn)用戶化的開放性
運算可能進程的數(shù)量的zui大值
可通過冗余主站值耦合監(jiān)控編碼器功能
通過冗余主值耦合來監(jiān)控編碼器功能,。
可以選擇執(zhí)行附加功能,,如主值濾波器,、碰撞監(jiān)控
機械式通用壓力機
機械式通用壓力機的原理
機器要求
通用機械壓力機由于適合切割和成型,所以具有高度靈活性,。與單一的改進型連續(xù)工具組合,,可以制造中小型零件。在這些機器上,,主壓力機驅(qū)動器的驅(qū)動設(shè)計是相同的,。通過機械傳輸設(shè)備(偏心凸輪)使用電氣驅(qū)動器和飛輪驅(qū)動配備工具的壓力機撞錘。通過離合器-制動器組合啟動撞錘運動,。
可以從自動化壓力機(沖壓機和成型機)上的卷材手動或連續(xù)進給材料。對于使用級進模具的自動化壓力機,,將通過軋輥或夾持裝置將工件移動到壓力機,。壓力機控制執(zhí)行各種任務(wù),如操作員控制和監(jiān)控一般機器控制,、操作模式和主驅(qū)動控制,、工具管理、凸輪控制器,、過程控制和定位,。
自動成型沖壓機對采樣時間要求準確(凸輪控制器、過程控制等功能),。zui大行程次數(shù)為100,、每分鐘 200 次行程的通用壓機是自動化程度zui低的簡單壓機。每分鐘 200 到 500 次行程甚至是每分鐘 2000 次行程的沖壓機則需要復(fù)雜的解決方案,,對時間要求嚴格,,自動化程度高。
自動化任務(wù)要求幾乎所有排序(邏輯)功能,、運動功能和技術(shù)功能的*集成,。使用SIMOTION,這就使得通過一個系統(tǒng)方案來解決不同任務(wù)變成可能,。
可使用熟悉的LAD或FBD語言,,進行序列編程。
在結(jié)構(gòu)文本(近似于一種語言)內(nèi)允許的地方可進行特定技術(shù)的程序編程,,且可使用圖象工具Motion Control Chart (MCC) 進行運動任務(wù)的編程,。
典型應(yīng)用為:
操作模式控制
帶進程數(shù)量預(yù)設(shè)和斜坡上升的主驅(qū)動控制
主驅(qū)動的定位,用于進程深度調(diào)節(jié)或工具更改
通過動態(tài)減速度的角度運算,,進行的凸輪控制,,用于OT停止
過程監(jiān)控功能,如工具位置固定和壓力監(jiān)控
所有這些功能可使用同一工程系統(tǒng)進行編程,,并zui終與特定機器的硬件平臺一起應(yīng)用,。
結(jié)果:
減少了接口數(shù)量,;
優(yōu)化了工程和調(diào)試成本;
更為容易實現(xiàn)標準化,。
自動化解決方案
在提出的通用機械壓力機自動化概念中,,SIMOTION SimoPress 集成了經(jīng)過測試的應(yīng)用解決方案。使用該技術(shù)軟件,,我們?yōu)橹黩?qū)動控制,、凸輪控制器、工具定位安全和沖壓力度監(jiān)控提供了現(xiàn)成的沖壓功能,。SIMOTION D4x5和SINAMICS S120變頻調(diào)速柜已作為硬件平臺選用,。
在 SIMOTION D4x5 上可以對機器控制和 SIMOTION SimoPress 技術(shù)功能進行編程,它們通過分布式 SIMATIC ET 200 I/O 控制和監(jiān)控機器,。凸輪信號為輸出或傳感器信號,,針對通過驅(qū)動器相關(guān)的高速 I/O 模塊 TM15 或 TM17 高性能型的過程控制采集。
電機是通過SINAMICS S120電機模塊控制的,。SIMOTION SimoPress技術(shù)軟件覆蓋了一個通用機械壓力機所有的主要屬性,。該軟件和SIMOTION SimoRoll與SIMOTION SimoTrans方案一起,提供了一個完整的沖壓包,。
西門子電源模塊6SL3130-6AE15-0AB1
設(shè)置IO設(shè)備名
系統(tǒng)上電,,在HW Config界面中,點擊圖標

,。然后選擇菜單PLC中,,點擊Assign Device Name...。彈出設(shè)置ET200S等IO Device的命名界面,。
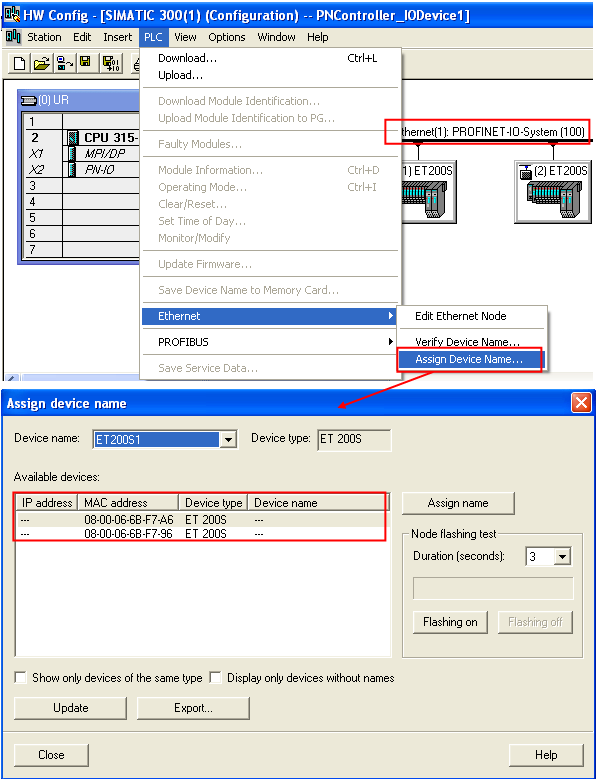
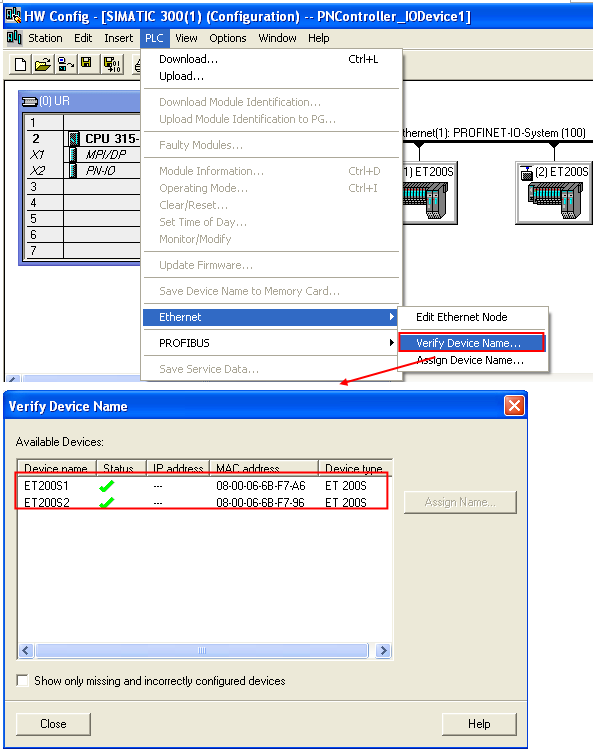
從圖中看到兩個ET200S站的一些信息,。IP地址,由于沒有下載PLC的硬件組態(tài),,故沒有IP地址,。MAC地址,是ET200S的PN接口模塊在出廠時固化的硬件地址,,不能修改,。設(shè)備類型,此時指示在Ethernet(1)上的PN IO的類型均為ET200S,。設(shè)備名,,目前在ET200S的MMC卡中沒有存儲任何信息。通過下拉菜單

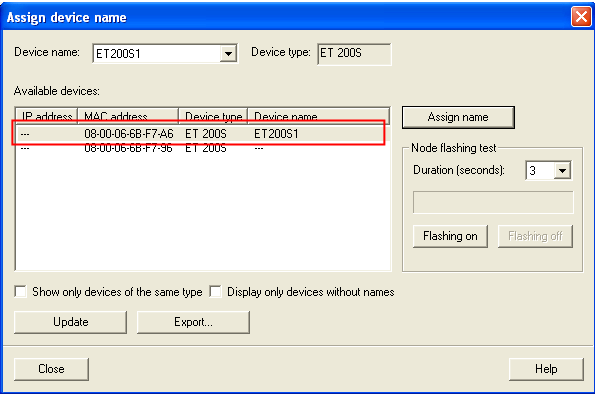
指示硬件組態(tài)的ET200S的設(shè)備名稱為ET200S1,,根據(jù)不同的MAC地址,,通過鼠標選擇不同ET200S設(shè)備。選擇MAC地址為08-00-06-6B-F7-A6的ET200S,,通過

按鈕,,給其命名ET200S1,。
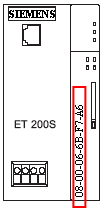
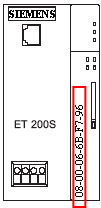
ET200S1的MAC地址在IM151-3的接口模塊上,打開接口模塊的前蓋,,可以看見相應(yīng)的MAC地址,。
使用同樣的方式給ET200S2命名。
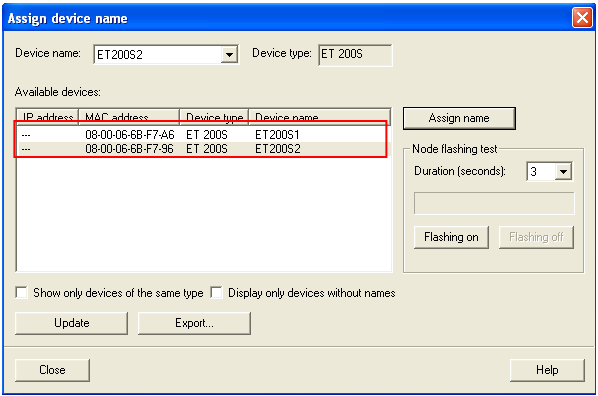
ET200S2的MAC地址在IM151-3的接口模塊上,,打開接口模塊的前蓋,,可以看見相應(yīng)的MAC地址。
點擊

圖標,。然后選擇菜單PLC中,,點擊VerifyDevice Name...。來查看組態(tài)的設(shè)備名是否正確,。綠色的√,,表示正確。
設(shè)置完畢后點擊工具欄中的

按鈕,,保存和編譯剛剛的組態(tài),。
4.9 下載硬件組態(tài)
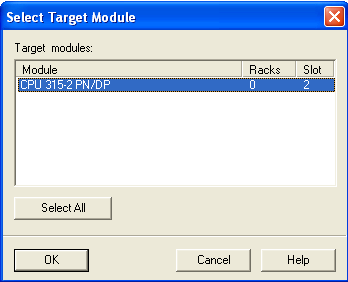
在HW Config界面中,,選擇

圖標,。彈出選擇目標模塊界面,默認狀態(tài)為CPU315-2PN/DP,,點擊OK,。
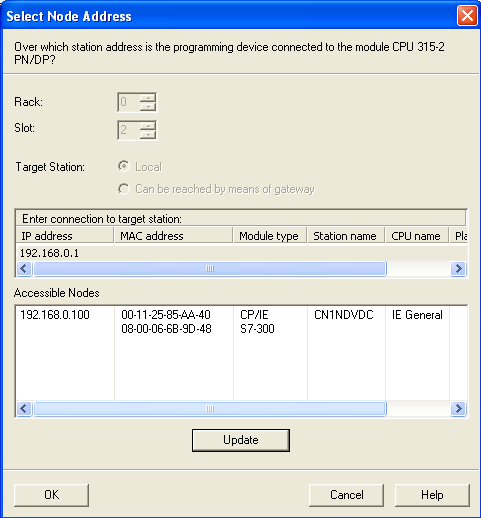
彈出選擇節(jié)點地址對話框。IP地址192.168.0.1為已經(jīng)設(shè)定的CPU的IP地址,。
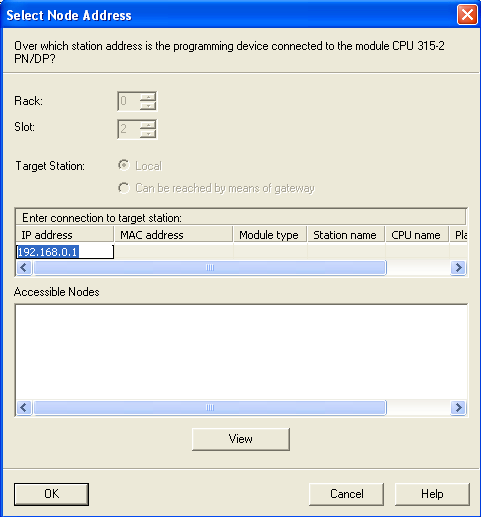
點擊

按鈕,,尋找網(wǎng)絡(luò)上的IO設(shè)備。IP地址為192.168.0.100是PC/PG(IO Supervisor)的以太網(wǎng)地址,。MAC地址為08-00-06-6B-9D-48為CPU315-PN/DP的MAC地址,。
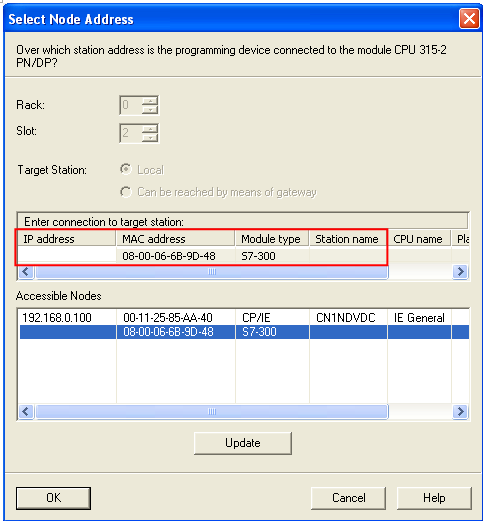
用鼠標點擊S7-300。那么在選擇的連接目標站出現(xiàn)選擇的S7-300,。
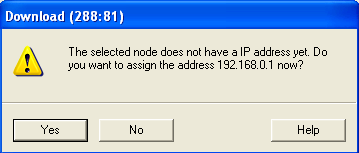
點擊OK下載,。會彈出一個對話框,詢問是否給IO控制器的IP地址設(shè)置為192.168.0.1,。點擊yes,。
這時系統(tǒng)會給IO控制器賦IP地址。并下載組態(tài)信息到PLC中,。
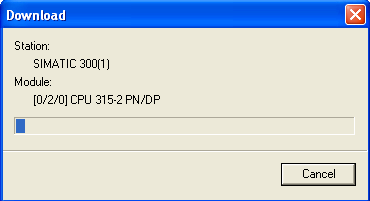
讓PLC運行即可,。
 您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)














