您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)

西門子模塊6ES7331-7KF02-0AB0質(zhì)保一年
西門子模塊6ES7331-7KF02-0AB0
在單CPU的CNC裝置中,,流水處理的時(shí)間重疊只有宏觀的意義,,即在一段時(shí)間內(nèi),,CPU處理多個(gè)子程序,但從微觀上看,,各子程序分時(shí)占用CPU時(shí)間,。
2、實(shí)時(shí)中斷處理
CNC系統(tǒng)控制軟件的另一個(gè)重要特征是實(shí)時(shí)中斷處理,。CNC系統(tǒng)的多任務(wù)性和實(shí)時(shí)性決定了系統(tǒng)中斷成為整個(gè)系統(tǒng)*的重要組成部分,。CNC系統(tǒng)的中斷管理主要靠硬件完成,,而系統(tǒng)的中斷結(jié)構(gòu)決定了系統(tǒng)軟件的結(jié)構(gòu)。其中斷類型有外部中斷,、內(nèi)部定時(shí)中斷,、硬件故障中斷以及程序性中斷等。
(1)外部中斷,。主要有紙帶光電閱讀機(jī)讀孔中斷,、外部監(jiān)控中斷(如緊急停、量儀到位等)和鍵盤操作面板輸入中斷,。前兩種中斷的實(shí)時(shí)性要求很高,,通常把這兩種中斷放在較高的優(yōu)先級(jí)上,,而鍵盤和操作面板輸入中斷則放在較低的中斷優(yōu)先級(jí)上,。在有些系統(tǒng)中,甚至用查詢的方式來處理它,。
(2)內(nèi)部定時(shí)中斷,。主要有插補(bǔ)周期定時(shí)中斷和位置采樣定時(shí)中斷。在有些系統(tǒng)中,,這兩種定時(shí)中斷合二為一,。但在處理時(shí),總是先處理位置控制,,然后處理插補(bǔ)運(yùn)算,。
(3)硬件故障中斷。它是各種硬件故障檢測裝置發(fā)出的中斷,,如存儲(chǔ)器出錯(cuò),、定時(shí)器出錯(cuò)、插補(bǔ)運(yùn)算超時(shí)等,。
(4)程序性中斷,。它是程序中出現(xiàn)的各種異常情況的報(bào)警中斷,如各種溢出,、清零等
計(jì)算機(jī)數(shù)控系統(tǒng)(ComputeNumericalContr01)簡稱CNC系統(tǒng),,是一種用計(jì)算機(jī)通過執(zhí)行其存儲(chǔ)器內(nèi)的程序來實(shí)現(xiàn)數(shù)控功能,并配有接口電路和伺服驅(qū)動(dòng)裝置的計(jì)算機(jī)系統(tǒng),。數(shù)控機(jī)床在CNC系統(tǒng)的控制下,,自動(dòng)地按給定的加工程序加工出工件。所以,,計(jì)算機(jī)數(shù)控系統(tǒng)是一種包含計(jì)算機(jī)在內(nèi)的數(shù)字控制系統(tǒng),。---專業(yè)CNC維修
自1952年出現(xiàn)第yi臺(tái)數(shù)控銑床以來,一直采用硬件數(shù)控裝置對(duì)機(jī)床進(jìn)行控制,,簡稱NC裝置,。經(jīng)過大約二十年時(shí)間,,到1971年開始引入了計(jì)算機(jī)控制。一開始CNC系統(tǒng)中采用小型計(jì)算機(jī)取代傳統(tǒng)的硬件數(shù)控(NC),,但隨著計(jì)算機(jī)技術(shù)的發(fā)展,,現(xiàn)代數(shù)控機(jī)床大都采用成本低、功能強(qiáng)和可靠性高的微型計(jì)算機(jī),,取代小型計(jì)算機(jī)進(jìn)行機(jī)床數(shù)字控制,,簡稱MNC,但是大家習(xí)慣上仍稱它們是CNC,。采用計(jì)算機(jī)控制和采用微型計(jì)算機(jī)控制的工作原理基本相同,。
CNC系統(tǒng)是一種位置控制系統(tǒng)。其控制過程是根據(jù)輸入的信息(加工程序),,進(jìn)行數(shù)據(jù)處理,、插補(bǔ)運(yùn)算,獲得理想的運(yùn)動(dòng)軌跡信息,,然后輸出到執(zhí)行部件,,加工出所需要的工件。CNC系統(tǒng)的核心是CNC裝置,。由于采用了計(jì)算機(jī),,使CNC裝置的性能和可靠性提高,促使CNC系統(tǒng)迅速發(fā)展,。
主要硬件元部件功能
CNC裝置的硬件組成一般有:CPU及總線,、存儲(chǔ)器、輸入設(shè)備接口,、I/O電路接口,、位置控制器、顯示設(shè)備接口,,以及通信網(wǎng)絡(luò)接口等,。下面對(duì)主要元部件做一簡單介紹。
CPU與總線
1.CPU概述
CPU是CNC裝置的核心,,具有執(zhí)行計(jì)算的能力和控制能力,。CPU主要由控制單元、算術(shù)邏輯單元和一些暫存寄存器組成,。CPU在CNC裝置中工作時(shí),,其控制單元從存儲(chǔ)器中依次取出組成程序的指令,進(jìn)行譯碼后,,向CNC裝置的各部分按順序發(fā)出執(zhí)行操作的控制信號(hào),;同時(shí)接收?qǐng)?zhí)行部件發(fā)出的反饋信號(hào),與程序中的指令信號(hào)比較后,決定下一步應(yīng)執(zhí)行的操作
監(jiān)控通信結(jié)果
對(duì)S7-1200和S7-300都組態(tài)和編程后,,下載所有組態(tài)及程序并搭建好網(wǎng)絡(luò)后,,首先在在S7-1200中將M8.0置位為1,然后再在S7-300中將M8.0置位為1,,兩個(gè)站的“TCON" 被激活,,建立兩個(gè)站之間的ISO on TCP連接。
連接正常建立后,,即可以進(jìn)行數(shù)據(jù)的交換,。在S7-1200和S7-300站中將 "TRCV" 功能塊的EN_R置位為1,使能接收,,監(jiān)控通信結(jié)果如圖26所示,。
通過監(jiān)控結(jié)果可以看到,S7-1200中發(fā)送數(shù)據(jù)塊DB3的8個(gè)字節(jié)數(shù)據(jù)被發(fā)送到S7-300站的DB3中,,同時(shí),,S7-300的DB3中接收到的數(shù)據(jù)又被發(fā)送到S7-1200的接收數(shù)據(jù)塊DB4中。

圖26 在線監(jiān)控通信結(jié)果
1.概述
通過以太網(wǎng)可以實(shí)現(xiàn)S7-1200與S7-300連接通信,。S7-300可以使用帶集成口CPU或通信處理器(CP343-1)連接到工業(yè)以太網(wǎng)上,,它們都提供S7 通信的功能,既可作為客戶機(jī),,也可以作為服務(wù)器,所擁有的連接資源可參見相關(guān)產(chǎn)品手冊(cè),;S7-1200 集成以太網(wǎng)接口,,提供S7 通信的功能,只能作為服務(wù)器,,可以同時(shí)建立3 個(gè)通信連接,。
下面會(huì)用一個(gè)實(shí)例來描述S7-300 如何與S7-1200建立通信連接。
192.168.0.8 192.168.0.18
192.168.0.100
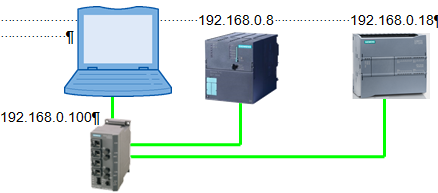
圖1: 實(shí)例網(wǎng)絡(luò)拓?fù)鋱D
S7 1200 與 S7-300 通過 S7通信的基本原理如下圖所示:
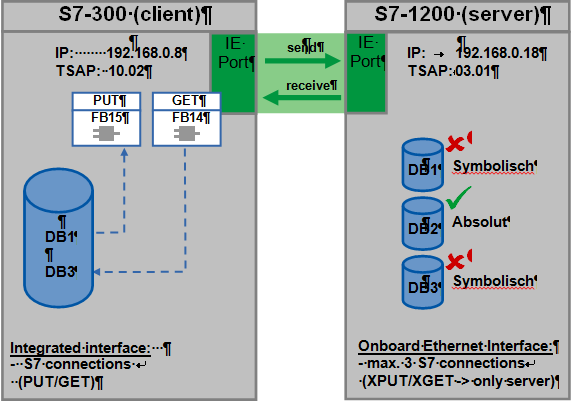
圖2:S7-300與S7-1200 通信原理
2.硬件需求
• S7-1214C AC/DC/RLY
• CPU 319-3 PN/DP
• SCALANCE X204-2
• PG/PC
3.軟件需求
• S7-1200編程軟件 STEP 7 Basic V10.5
• S7-300 編程軟件 STEP 7 V5.4 + SP4
4.組態(tài)
4. 1 S7-1200 配置
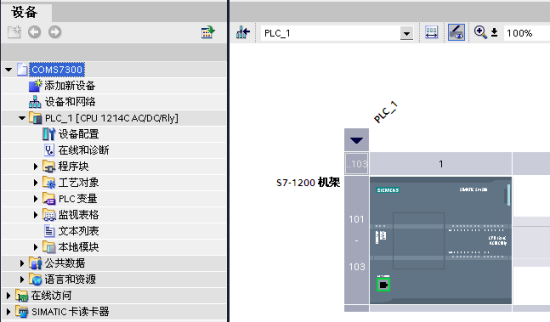
• 使用STEP 7 Basic 創(chuàng)建項(xiàng)目“comS7300";
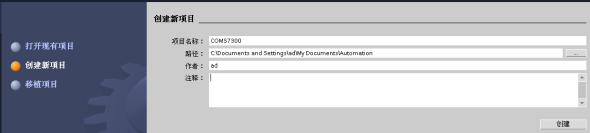
圖3: 創(chuàng)建項(xiàng)目
• 添加S7-1200 設(shè)備 CPU1214C,,設(shè)置IP 地址192.168.0.18;