 您好, 歡迎來(lái)到化工儀器網(wǎng)
您好, 歡迎來(lái)到化工儀器網(wǎng)








| 產(chǎn)地類(lèi)別 | 國(guó)產(chǎn) | 應(yīng)用領(lǐng)域 | 文體,建材/家具,鋼鐵/金屬,汽車(chē)及零部件,電氣 |
|---|
產(chǎn)品簡(jiǎn)介
詳細(xì)介紹
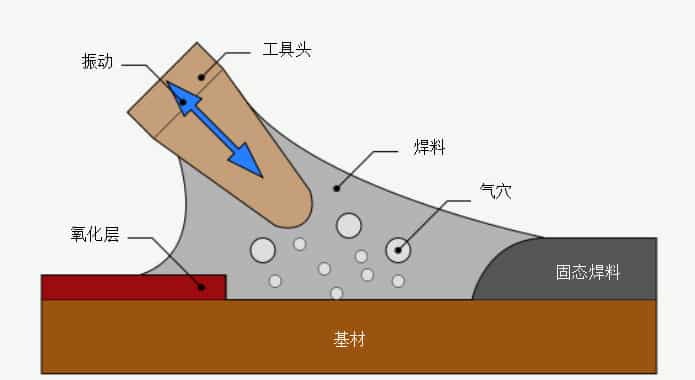
超聲波電烙鐵鋁焊是一種無(wú)焊劑的焊接方法,,與傳統(tǒng)的焊接方法相比,,它被認(rèn)為更加環(huán)保。用振動(dòng)和空化現(xiàn)象從焊接表面去除表面氧化層,,而不是化學(xué)劑,。
超聲波錫焊技術(shù)不同于超聲波塑料焊接,是通過(guò)振動(dòng)產(chǎn)生熱量來(lái)熔化被連接的部件,。超聲波錫焊的使用原理與超聲波清洗的過(guò)程基本相同,,振動(dòng)能量在水浴或清洗溶劑中引起空化。浸入液體介質(zhì)中的部分,,通過(guò)空化氣泡強(qiáng)烈的侵蝕作用將表面清洗干凈,。
在超聲波錫焊過(guò)程中,來(lái)自單獨(dú)能量源的熱量在施加振動(dòng)能量之前熔化焊料,。然后,,熔融焊料用作超聲波振動(dòng)的聲學(xué)傳遞介質(zhì)。當(dāng)高頻振動(dòng)能量施加到熔融焊料時(shí),,在焊接工具的*處引起受控的聲空化,,以便破壞和分散表面氧化物??栈⑴萜屏?,清洗所有表面,使液態(tài)焊料濕潤(rùn)并粘接純金屬,。
振動(dòng)也確保焊點(diǎn)沒(méi)有空隙,,振動(dòng)能量迫使液體焊料滲入到基材的縫隙和微孔中。它有助于密封部件并增加焊料可以粘合的表面積,。超聲波振動(dòng)也能將氣泡從液體焊料中擠出,,因此這種方法使焊點(diǎn)適用于需要密封的高真空的場(chǎng)合應(yīng)用。
 超聲波電烙鐵鋁焊使用原理
超聲波電烙鐵鋁焊使用原理
超聲波錫焊允許連接不同的材料,,并且可以用于難以用常規(guī)方法焊接的材料,。由于不需要助焊劑,用戶(hù)可以節(jié)省清潔助焊劑殘留物的時(shí)間和成本,,同時(shí)減少腐蝕并提高焊接接頭的耐久性,。
超聲波錫焊方法可方便的借助手持式超聲波電烙鐵設(shè)備進(jìn)行手工焊接,也可以嫁接到超聲波焊接機(jī)及流水線(xiàn)上使用,。
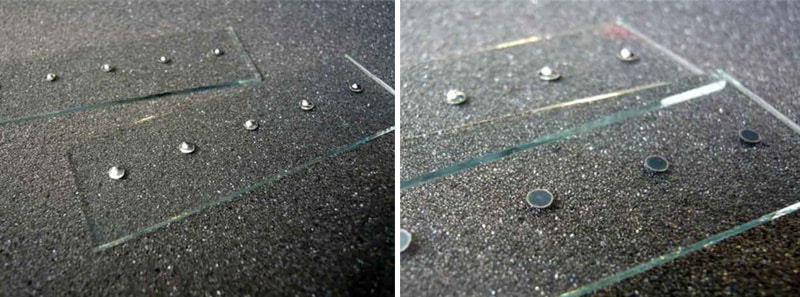
玻璃,、陶瓷、不銹鋼,、鋁焊接
在多年對(duì)玻璃-金屬粘結(jié)的廣泛研究中,,日本工程師開(kāi)發(fā)了一種特殊的焊料合金,稱(chēng)為CERASOLZER(焊錫絲)。這種活性焊料合金是專(zhuān)門(mén)為配合超聲波焊接方法而配制的,,具有非常*的粘接能力,,可替代常用的銀烤、銦釬焊,、鉬錳及樹(shù)脂粘接方法,。CERASOLZER化學(xué)鍵(玻璃基板) 除了直接的金屬與金屬之間的結(jié)合,Cerasolzer還能與焊接的基體形成牢固的化學(xué)鍵,。合金由相同的主要成分組成就像標(biāo)準(zhǔn)的焊料合金(鉛/錫),,但除此之外它還包含少量的元素,,如鋅,、鈦、硅,、鋁,、鈹、稀土等,,這些元素與氧具有很強(qiáng)的化學(xué)親和力,。
在焊接過(guò)程中,這些額外的元素與周?chē)难鯕饨Y(jié)合,,形成一種氧化物,,這種氧化物通過(guò)化學(xué)方法與各種材料結(jié)合,包括玻璃,、陶瓷,、鋁、不銹鋼,、導(dǎo)電氧化物和許多以前被認(rèn)為是不可焊接的其他基底,。由此產(chǎn)生的氧化物與焊接基底結(jié)合,在界面上形成*的化學(xué)鍵(RO),。
因此,,如果通過(guò)用惰性氣體(例如氮?dú)猓┐嬲澈显O(shè)備周?chē)目諝鈦?lái)有效地消除氧氣,Cerasolzer的粘附力將會(huì)喪失,。結(jié)果表明,,合適的粘結(jié)臨界氧濃度為2%左右。Cerasolzer合金的熔解溫度在155 ~ 297℃之間,,由于超聲波振動(dòng),,焊接方法是無(wú)焊劑的。其實(shí)我們的超聲波焊接方法如果使用助焊劑,,會(huì)破壞氧鍵,,破壞整個(gè)焊接過(guò)程,所以不應(yīng)該使用,。
超聲波電烙鐵應(yīng)用
- 玻璃飾品制造
- 光學(xué)眼鏡鍍膜/金屬化
- 玻璃和陶瓷板上制作電極
- 在汽車(chē)后窗加熱觸點(diǎn)焊接
- 焊接超導(dǎo)體,、元件,,陶瓷配件
- 玻璃管真空密封,五金配件粘接
- 光導(dǎo)玻璃纖維的密封(金屬箍接合)
- 電極結(jié)合到太陽(yáng)能電池(結(jié)晶,,薄膜)的前/后接觸
- 在金屬玻璃,,液晶玻璃,晶體振蕩器,,混合集成電路引線(xiàn)(網(wǎng)點(diǎn))粘接
超聲錫焊基本焊接方法
當(dāng)用Cerasolzer焊料涂覆玻璃,,陶瓷或金屬氧化物時(shí),焊料與基底之間必須保持充分接觸,,通過(guò)摩擦消除基底表面與軟焊料之間的邊界區(qū)存在的小氣泡,。超聲波振動(dòng)在極短的時(shí)間內(nèi)消除了空氣層,從而在邊界區(qū)域內(nèi)形成無(wú)氣泡的連貫焊點(diǎn),。如果基底具有高吸熱性,,應(yīng)使用輔助熱源,如熱板,,以保持適當(dāng)?shù)暮附訔l件,。
合適的做法是將Cerasolzer涂在透明載玻片上,它的反面是正確建立的邊界區(qū),,看起來(lái)像鏡子的反射面,。
兩步法(預(yù)焊+粘結(jié))
在第1步中,采用高溫和超聲波振動(dòng),,將Cerasolzer送至超聲波烙鐵頂端,,涂覆在基底(玻璃等)上。然后用普通焊料或優(yōu)選的Cerasolzer在預(yù)焊區(qū)焊接金屬配件,、導(dǎo)線(xiàn),、帶材等。
一步法(直接焊接)
當(dāng)Cerasolzer夾在金屬和玻璃,、陶瓷或金屬氧化物之間的縫隙中,,超聲波振動(dòng)直接作用于金屬。粘結(jié)是在很短的時(shí)間內(nèi)完成的,。這種方法提供的性能略低于前一種方法,。
浸漬法
浸漬法是大型表面涂裝的理想方法。Cerasolzer焊料是在一種帶有超聲波振動(dòng)器的特定焊接鍋中熔化的,。當(dāng)軟焊料表面因超聲波振動(dòng)產(chǎn)生波紋時(shí),,將被涂覆的部分浸入水中,推薦使用超聲波浸焊設(shè)備 ,。
 超聲波錫焊使用方法
超聲波錫焊使用方法
產(chǎn)品參數(shù)
| 使用頻率 | 60 Khz | 使用功率 | 100W |
| 冷卻裝置 | 風(fēng)冷 | gao溫度 | 500℃ |
| 變幅桿 | 鈦合金 | 工具頭 | 合金鋼 |
| 防護(hù)外殼 | 賽鋼(pom塑料) | 驅(qū)動(dòng)電源 | 數(shù)控發(fā)生器 |
| 產(chǎn)品長(zhǎng)度 | 250mm | 產(chǎn)品型號(hào) | HC-CK6010GL |
其他推薦產(chǎn)品
更多產(chǎn)品-
面議