


 9
9
當(dāng)前位置:上海育仰科教設(shè)備有限公司>>技術(shù)文章>>PLC在機(jī)床電氣控制中的應(yīng)用

PLC在機(jī)床電氣控制中的應(yīng)用
機(jī)床是機(jī)械制造業(yè)常用設(shè)備,,構(gòu)成復(fù)雜,,需要各子系統(tǒng)密切配合,才能保證生產(chǎn)作業(yè)的順利進(jìn)行,,因此,,提高機(jī)床控制水平及精密度,對保證生產(chǎn)質(zhì)量意義重大,。實(shí)踐表明,,在機(jī)床電氣控制中應(yīng)用PLC技術(shù)*,使得機(jī)床控制水平得以顯著提升,,有效地促進(jìn)我國制造業(yè)的蓬勃發(fā)展,。
1 PLC構(gòu)成及工作原理
PLC雖然外形存在一定差異,但內(nèi)部構(gòu)成相似,主要由中央處理器,、存儲器,、輸入/輸出單元、編程設(shè)備,、通信接口等部分構(gòu)成,,各部分相互配合,實(shí)現(xiàn)自動化控制功能,。
PLC包括運(yùn)行(RUN)與停止(STOP)兩種基本工作狀態(tài),。其中處于RUN狀態(tài)時不僅需要實(shí)現(xiàn)內(nèi)部通信、處理功能,,還需對用戶程序作出反應(yīng),。處于STOP狀態(tài)時,PLC僅實(shí)現(xiàn)同步通信及內(nèi)部處理,,該狀態(tài)通常用于修改與編制程序。
PLC功能的實(shí)現(xiàn)基于編制的程序,,運(yùn)行時PLC按順序?qū)Τ绦蜻M(jìn)行掃描,,如程序以梯形圖表示,,則執(zhí)行順序?yàn)閺纳系较?,從左到右。遇到跳轉(zhuǎn)指令,,對跳轉(zhuǎn)條件進(jìn)行判斷,,決定是否跳轉(zhuǎn),。當(dāng)程序執(zhí)行結(jié)束后,PLC將元件映像寄存器中與輸出狀態(tài)相關(guān)的狀態(tài)轉(zhuǎn)存到輸出鎖存器中,,并以一定方式輸出,,對外部負(fù)載進(jìn)行驅(qū)動。
2 PLC在機(jī)床電氣控制中的應(yīng)用
PLC在機(jī)床電氣控制的應(yīng)用體現(xiàn)在很多方面,,接下來以機(jī)床基本電路中為例,,對PLC的應(yīng)用進(jìn)行探討。機(jī)床基本電路較多,,包括啟動—保持—停止電路,、三相異步電動機(jī)正反轉(zhuǎn)電路、定時電路等,。
2.1 在啟動—保持—停止電路中的應(yīng)用
2.1.1 啟保停電路
在梯形圖程序中啟動—保持—停止是較為典型的程序結(jié)構(gòu),,設(shè)計時應(yīng)考慮的內(nèi)容有:驅(qū)動線圈、線圈得電條件,、線圈保持驅(qū)動條件,,以及線圈失電條件。其中各梯形圖邏輯行均應(yīng)對線圈進(jìn)行驅(qū)動;同時,,邏輯行需對線圈得電條件加以明確,。按下并放開啟動按鈕后常開觸點(diǎn)能夠自鎖,使線圈能夠持續(xù)驅(qū)動,。另外,,在梯形圖邏輯行中應(yīng)對線圈失電條件加以明確。
2.1.2 啟保停電路指令實(shí)現(xiàn)
使用SET和RST指令實(shí)現(xiàn)啟保停電路的控制,,即啟動信號,、停止信號分別驅(qū)動SET和RST指令。啟動時將啟動按鈕按下則啟動信號處于ON狀態(tài),,線圈得電保持,。停止時將停止按鈕按下,停止型號變?yōu)镺N,,線圈失電且保持,。
2.1.3 常閉觸點(diǎn)輸入信號處理
除外部常開觸點(diǎn)提供輸入信號外,部分常閉觸點(diǎn)也能提供輸入信號,。如和PLC輸入端相連的為停止按鈕的常閉觸點(diǎn),,當(dāng)將停止按鈕按下時,常閉觸點(diǎn)斷開,,線路的常開觸點(diǎn)斷開,。因此,在梯形圖中應(yīng)將線路的常開觸點(diǎn)和線圈進(jìn)行串聯(lián),。
2.2 在三相異步電動機(jī)正反轉(zhuǎn)電路中的應(yīng)用
在PLC梯形圖中可使用兩個起保停程序,,對電動機(jī)的正、反轉(zhuǎn)進(jìn)行控制(梯形圖如圖1所示),。將正向啟動按鈕按下,,X0狀態(tài)變?yōu)镺N,常開觸點(diǎn)接通,,Y0線路得電保持,,接觸器線圈得電,電動機(jī)正向轉(zhuǎn)動,。按下停止按鈕,,X2狀態(tài)為ON,常閉觸點(diǎn)斷開,,Y0失電,,電動機(jī)運(yùn)行停止。按下反向啟動按鈕電動機(jī)反向運(yùn)轉(zhuǎn),。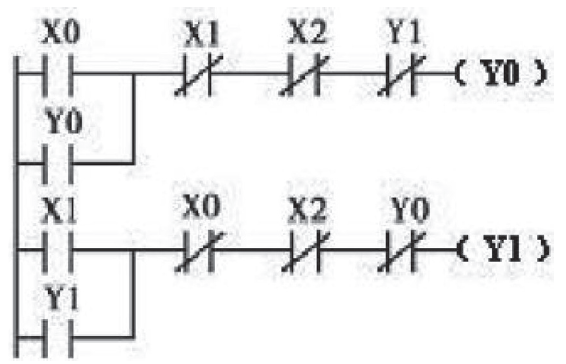
圖1 三相異步電動機(jī)正反轉(zhuǎn)PLC梯形圖
另外,,為保證安全性需實(shí)現(xiàn)“軟件互鎖”,,即,將Y0和Y1常閉觸點(diǎn)均串聯(lián)在對方線圈回路中,,防止線圈Y0和Y1同時得電,。另外,在梯形圖中還應(yīng)設(shè)置“按鈕聯(lián)鎖”,,即,,將控制正傳的Y0線圈和X1常閉觸點(diǎn)串聯(lián),將Y1線圈和X0串聯(lián),,以避免Y0和Y1線圈同時得電,。但需要注意外部硬件接線圖還應(yīng)“硬件互鎖”,原因在于PLC內(nèi)部繼電器互鎖響應(yīng)時間掃描周期僅相差一個,,而外部接觸器觸點(diǎn)動作時間通常超過一個掃描周期,,具有較長的響應(yīng)時間。
2.3 在定時電路中的應(yīng)用
機(jī)床中定時電路包括延合與延分電路,、定時范圍擴(kuò)展電路,、閃爍電路等,接下來對PLC在該電路中的應(yīng)用進(jìn)行分析,。
2.3.1 延合與延分電路
延合與延分電路指當(dāng)按下或松開啟動按鈕,,保持一定時間后電路才會接通或斷開。該類型電路在機(jī)床中較為常見,,可通過設(shè)計PLC程序確定延遲時間。
2.3.2 定時范圍擴(kuò)展電路
當(dāng)PLC定時器長定時時間無法滿足實(shí)際要求時,,可設(shè)計定時范圍擴(kuò)展電路延長長定時時間,。例如FX系列PLC定時器長定時時間為3 276.7 s,可采用以下方法對這一時間進(jìn)行延長,。一方面,,應(yīng)用多個定時器,即當(dāng)將X0接通后,,T0線圈延時時間設(shè)置為3 000 s,,延時時間到后,常開觸點(diǎn)T0閉合,,T1線圈得電進(jìn)行3 000 s的延遲,,延時時間達(dá)到后Y0線圈得電,使得X0至Y0共獲得6 000 s的延遲,。另一方面,,將定時器和計數(shù)器組合在一起。將X0斷開,,T0與C0復(fù)位,,一旦X0接通,T0開始定時,當(dāng)定時時間到后,,常閉觸點(diǎn)T0斷開使其復(fù)位,。常開觸點(diǎn)閉合計數(shù)器C0計為1。T0復(fù)位后當(dāng)前值變?yōu)?,。同時,,常開觸點(diǎn)斷開、常閉觸點(diǎn)接通,,T0線圈再次得電計時,,反復(fù)進(jìn)行,達(dá)到延遲目的,。
2.3.3 閃爍電路
閃爍電路本質(zhì)上為具備正反饋的振蕩電路,,能夠產(chǎn)生特定通斷時序脈沖,在閃光報警以及脈沖信號源電路中較為常用,。一方面,,定時器閃爍電路的實(shí)現(xiàn)。定時器閃爍電路的實(shí)現(xiàn)有兩種方法:(1)使用T0和T1兩個定時器分別進(jìn)行定時,。開始時設(shè)T0與T1均處于OFF狀態(tài),,當(dāng)X0轉(zhuǎn)變?yōu)镺N時,T0線圈得電開始定時,,0.5 s T0常開觸點(diǎn)接通,,T0得電而接通。與此同時,,T1線圈得電定時開始,,T1線圈得電0.5 s后,常閉觸點(diǎn)斷開,,T0線圈失電,,T0常開觸點(diǎn)斷開,Y0和T1線圈斷電,。當(dāng)T1線圈斷電后T1常閉觸點(diǎn)接通,,T0再次定時,Y0線圈也呈現(xiàn)周期性的斷電與通電,,當(dāng)X0變?yōu)镺FF為止,。(2)使用T0定時器與T1累計定時。Y0通電與斷電時間和T1與T0的設(shè)定值保持一致,,對定時器設(shè)定值進(jìn)行調(diào)整,,對輸出脈沖的寬度進(jìn)行調(diào)整。另一方面,,二分頻電路的實(shí)現(xiàn),。二分頻電路指通過一定的電路同一個時鐘信號轉(zhuǎn)變?yōu)轭l率不同的時鐘信號,。應(yīng)用PLC程序時,當(dāng)X0的上升沿要到來時,,個掃描周期映像寄存器狀態(tài)為ON,,M1線圈因Y0斷開而失電,Y0線圈因連通而得電,。進(jìn)入下個掃描周期M0映像寄存器狀態(tài)為OFF,,Y0常開觸點(diǎn)接通,但M0常開觸點(diǎn)斷開,。因此,,M1線圈仍處于失電狀態(tài),Y0線圈因自鎖觸點(diǎn)一直處于得電狀態(tài),,當(dāng)下個X0上升沿達(dá)到時,,M1線圈得電,Y0線圈斷電,,達(dá)到二分頻目標(biāo),。
3 結(jié)語
在科技發(fā)展推動下,PLC技術(shù)在各個領(lǐng)域廣泛應(yīng)用,,極大地提高各領(lǐng)域的生產(chǎn)控制水平,,尤其在機(jī)床中的應(yīng)用,大大提高機(jī)床控制水平與效率,,推動我國機(jī)械制造業(yè)的快速發(fā)展,。
本研究通過研究得出以下結(jié)論:(1)PLC構(gòu)成復(fù)雜,應(yīng)用中需要根據(jù)實(shí)際情況進(jìn)行編程,,因此,,要求技術(shù)人員明確PLC工作原理,熟練掌握各種程序指令,,按照一定的流程編制控制程序,保證程序編制的合理性,。(2)PLC在機(jī)床電氣控制中的應(yīng)用體現(xiàn)在很多方面,,要求技術(shù)人員明確不同電路運(yùn)行特點(diǎn),做好電路設(shè)計以及PLC控制分析,,設(shè)置合理的程序參數(shù),,保證PLC執(zhí)行相關(guān)程序?qū)C(jī)床電路進(jìn)行控制。