


會(huì)員.png) 9
9
當(dāng)前位置:上海育仰科教設(shè)備有限公司>>技術(shù)文章>>PLC的氣動(dòng)機(jī)械手控制系統(tǒng)設(shè)計(jì)分析

PLC的氣動(dòng)機(jī)械手控制系統(tǒng)設(shè)計(jì)分析
機(jī)械手是在機(jī)械化,、自動(dòng)化生產(chǎn)過(guò)程中發(fā)展起來(lái)的,、并廣泛應(yīng)用于工業(yè)生產(chǎn)領(lǐng)域的一種新工具。在電子信息技術(shù)快速發(fā)展和廣泛應(yīng)用的現(xiàn)代化社會(huì),,機(jī)器人的研制與生產(chǎn)在高新技術(shù)領(lǐng)域掀起一陣狂瀾,,同時(shí)推動(dòng)了機(jī)械手的發(fā)展,使機(jī)械手逐漸實(shí)現(xiàn)與機(jī)械化,、自動(dòng)化的有機(jī)結(jié)合,。氣動(dòng)技術(shù)是實(shí)現(xiàn)自動(dòng)化控制的一項(xiàng)重要技術(shù),它以空氣為壓力介質(zhì),,不易形成環(huán)境污染,,尤其是在非污染行業(yè)中的應(yīng)用廣泛,能更加便捷地實(shí)現(xiàn)自動(dòng)化控制,。但傳統(tǒng)的機(jī)械手操作中通常保留2~3個(gè)自由度,,在一定范圍內(nèi)限制了機(jī)械的靈活度,。而可編程邏輯控制器(PLC) 以其易編程、結(jié)構(gòu)簡(jiǎn)單,、性能強(qiáng)大,、可靠性高等優(yōu)勢(shì)得到了工業(yè)生產(chǎn)自動(dòng)控制領(lǐng)域的廣泛認(rèn)可。因此,,本文結(jié)合機(jī)械手控制存在的問(wèn)題,,提出一種基于PLC控制的多角度氣動(dòng)機(jī)械手控制系統(tǒng),從而提高系統(tǒng)運(yùn)行的可靠性和實(shí)用性,。
1,、氣動(dòng)機(jī)械手結(jié)構(gòu)
機(jī)械手實(shí)際上是模擬人手動(dòng)作而設(shè)計(jì)的一種機(jī)械設(shè)備,它根據(jù)使用者編入的程序或指令來(lái)實(shí)現(xiàn)固定軌跡下的自動(dòng)抓取與搬運(yùn)等動(dòng)作,,實(shí)現(xiàn)工業(yè)生產(chǎn)的自動(dòng)化控制,。結(jié)合氣動(dòng)機(jī)械手及相關(guān)電子器件,本文設(shè)計(jì)的氣動(dòng)機(jī)械手結(jié)構(gòu)主要包括傳感器,、直線(xiàn)導(dǎo)軌,、行程開(kāi)關(guān)、氣缸,、定位開(kāi)關(guān),、步進(jìn)電機(jī)、支架等部件; 控制系統(tǒng)采用標(biāo)準(zhǔn)模塊化設(shè)計(jì),,主要包括氣動(dòng)裝置和PLC控制系統(tǒng),。傳感器作為反饋檢測(cè)元件,對(duì)PLC提供信號(hào)控制氣動(dòng)裝置中的電磁閥,,PLC控制系統(tǒng)作為主控器,,可實(shí)現(xiàn)對(duì)整個(gè)機(jī)械手的控制,zui終使機(jī)械手完成上升,、下降,、旋轉(zhuǎn)等動(dòng)作。
本文設(shè)計(jì)的氣動(dòng)機(jī)械手工作壓力介于0.6MPa~1.0MPa 之間,。機(jī)械手借助2個(gè)直線(xiàn)運(yùn)動(dòng)與1個(gè)旋轉(zhuǎn)運(yùn)動(dòng)實(shí)現(xiàn)物品的搬運(yùn)任務(wù); 轉(zhuǎn)動(dòng)需在擺動(dòng)臂,、擺動(dòng)氣缸、擺動(dòng)位置微動(dòng)開(kāi)關(guān),、軸向止推軸承等部件的相互協(xié)作下實(shí)現(xiàn),,其工作行程為0°~180°; 升降運(yùn)動(dòng)則在升降氣缸、垂直導(dǎo)柱與導(dǎo)軌,、滑動(dòng)導(dǎo)柱等部件的共同作用下完成,,其工作行程為0~150cm; 手部需在氣缸、彈簧的作用下完成夾持工件操作,,夾持力的大小可通過(guò)彈簧預(yù)壓縮量進(jìn)行調(diào)節(jié),。該機(jī)械手的主要任務(wù)是將生產(chǎn)線(xiàn)上的工件根據(jù)工件合格與否搬運(yùn)到不同分支的流水線(xiàn)上,。具體結(jié)構(gòu)如圖1 所示。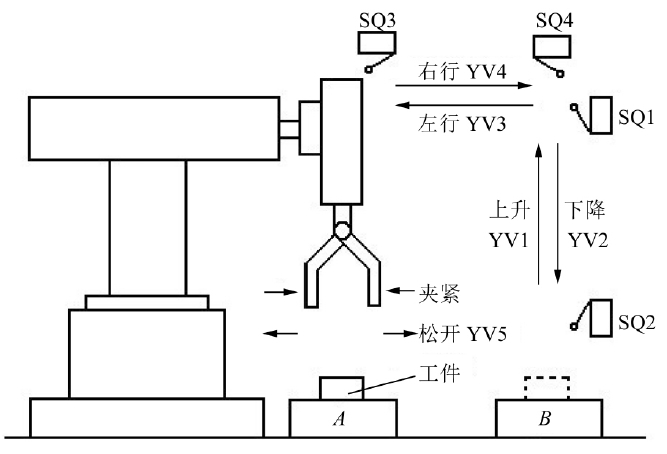
圖1 氣動(dòng)機(jī)械手的工作過(guò)程
如圖1 所示,,本文設(shè)計(jì)的機(jī)械手是將工件從A處傳遞到B 處,,YV1、YV2,、YV3,、YV4 表示機(jī)械手執(zhí)行不同動(dòng)作( 依次代表: 上升、下降,、左行,、右行) 的電磁閥; YV5 用于控制通電與斷電情況下對(duì)工件的夾放操作,避免通電后工件掉落情況發(fā)生,。SQ1,、SQ2 和SQ3、SQ4 分別為機(jī)械手工作臂上,、下限位和左,、右限位的位置開(kāi)關(guān)。
2,、氣動(dòng)控制回路設(shè)計(jì)
結(jié)合回路控制方法,,系統(tǒng)具體的邏輯控制如圖2所示。在該邏輯控制中采用雙向調(diào)速回路方法對(duì)系統(tǒng)進(jìn)行控制,。其中B1,、B2為安裝在推料氣缸的兩個(gè)極限工作位置的磁性傳感器,,Y1,、Y2為控制氣缸的電磁閥。通過(guò)圖2 的雙向調(diào)速控制回路系統(tǒng)看出,,本文所設(shè)計(jì)的氣動(dòng)機(jī)械手主要包括4個(gè)回路,,分別用于控制機(jī)械手的升、降,、伸,、縮、抓緊與放松及旋轉(zhuǎn),。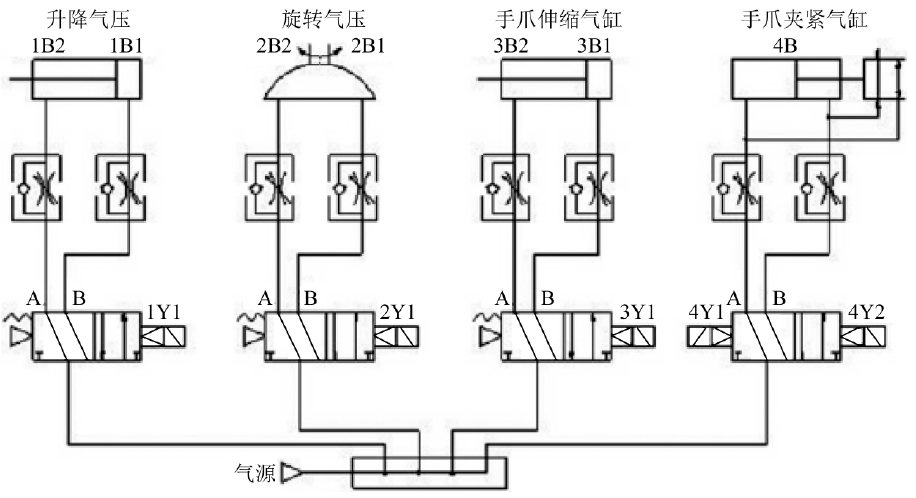
圖2 系統(tǒng)氣動(dòng)原理
在氣動(dòng)回路設(shè)計(jì)過(guò)程中,,通過(guò)PLC 來(lái)控制換向閥實(shí)現(xiàn)自動(dòng)換向; 通過(guò)調(diào)節(jié)節(jié)流閥的節(jié)流口流量來(lái)控制氣缸運(yùn)動(dòng)的速度。
3,、PLC控制系統(tǒng)設(shè)計(jì)
3.1總體設(shè)計(jì)
PLC的運(yùn)行是借助相關(guān)算法來(lái)實(shí)現(xiàn)物理量的輸入與輸出,,以便獲得工業(yè)生產(chǎn)所需數(shù)據(jù)信息,整個(gè)工作過(guò)程包括輸入處理,、執(zhí)行程序和輸出處理3個(gè)階段,,即一個(gè)掃描周期,,掃描周期所需時(shí)間長(zhǎng)短某種程度上決定了控制速度。
PLC開(kāi)始運(yùn)行之后,,首先以?huà)呙璺绞接行蜃x取全部輸入輸出數(shù)據(jù),,并將讀取到的內(nèi)容存儲(chǔ)到I/O對(duì)應(yīng)的內(nèi)部寄存器,在用戶(hù)執(zhí)行程序時(shí),,這些輸入點(diǎn)在內(nèi)部寄存器內(nèi)的狀態(tài)和數(shù)據(jù)一般是穩(wěn)定的,,而其他輸出點(diǎn)則可能出現(xiàn)相應(yīng)變化,當(dāng)完成掃描工序后,,PLC開(kāi)始進(jìn)行輸出處理,,此時(shí)CPU會(huì)根據(jù)內(nèi)部寄存器內(nèi)對(duì)應(yīng)的狀態(tài)和數(shù)據(jù)刷新,并更新到與內(nèi)部寄存器對(duì)應(yīng)的I/O口上,,再經(jīng)輸出電路驅(qū)動(dòng)相應(yīng)的外設(shè),。PLC控制系統(tǒng)總體設(shè)計(jì)方案如圖3所示。
如圖3 所示,,整個(gè)控制系統(tǒng)由觸摸屏,、PLC、電磁閥,、磁性開(kāi)關(guān),、壓力變送器、指示燈,、報(bào)警器等元器件組成,。PLC控制系統(tǒng)設(shè)計(jì)中,采用主站加從站的分布式控制模式,,其功能分別是實(shí)現(xiàn)從站之間的數(shù)據(jù)通信,,以及對(duì)各自控制單元的控制。在系統(tǒng)實(shí)現(xiàn)過(guò)程中,,監(jiān)控中心設(shè)置上位機(jī),,在上位機(jī)上基于WinCC 開(kāi)發(fā)了對(duì)控制系統(tǒng)進(jìn)行實(shí)時(shí)監(jiān)控的監(jiān)控系統(tǒng),不同的從站點(diǎn)分別設(shè)置相應(yīng)的觸摸屏,,以達(dá)到實(shí)時(shí)監(jiān)控與顯示控制單元控制狀態(tài)的目的,,機(jī)械手單元的控制系統(tǒng)選擇的是從站PLC + 觸摸屏的模式,前者可實(shí)現(xiàn)系統(tǒng)控制邏輯關(guān)系,,后者則是方便
人機(jī)交互,。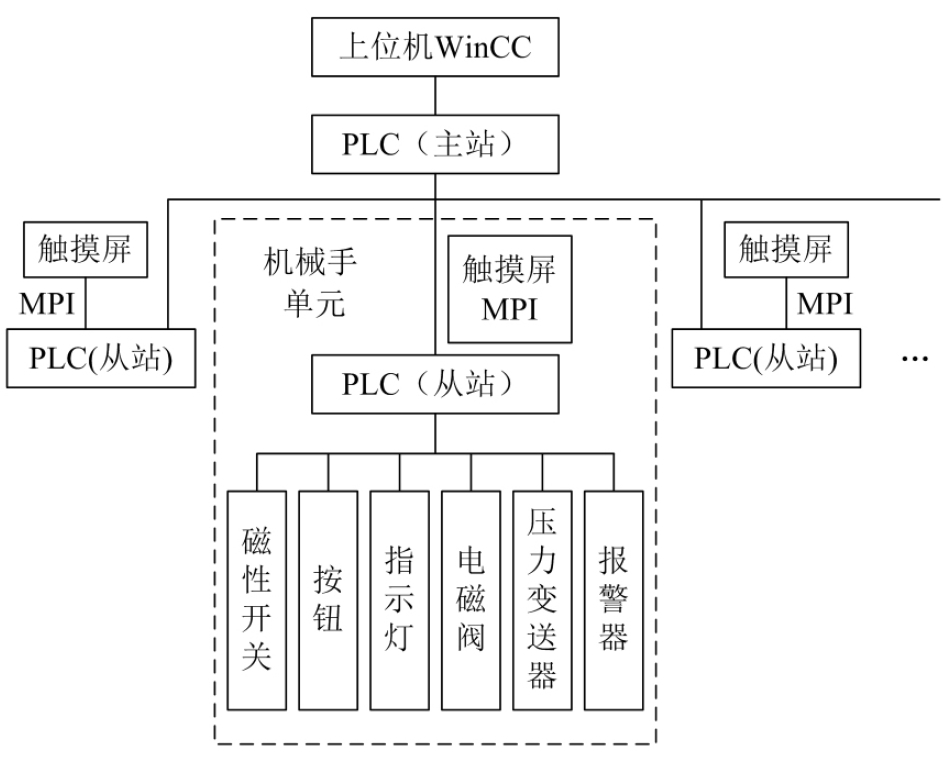
圖3PLC控制方案
3.2 I/O端口的分配
根據(jù)機(jī)械手的工作狀態(tài)和操作信息共需要11個(gè)輸入量、8 個(gè)輸出量,,根據(jù)控制要求及端子數(shù),,本文選用西門(mén)子S7 - 200 系列的CPU226 AC /DC /RLY 型PLC,CPU226 AC /DC /RLY 具有24 點(diǎn)輸入、16 點(diǎn)輸出,,I /O 點(diǎn)數(shù)共計(jì)40 點(diǎn),,它可以有7 個(gè)擴(kuò)展模塊,zui大可擴(kuò)展248 點(diǎn)的輸入/輸出,。X0~X7 分別代表手動(dòng),、回原點(diǎn)、單步,、運(yùn)行,、單周期、連續(xù),、啟動(dòng),、停止等8 個(gè)按鈕; X20 ~ X27 分別代表左轉(zhuǎn)、右轉(zhuǎn),、伸出,、縮回、提升,、下降,、夾緊、松開(kāi)等8 個(gè)按鈕; Y1 ~ Y7 分別代表左轉(zhuǎn),、右轉(zhuǎn),、伸出、縮回,、提升,、下降、夾緊,、松開(kāi)等8 個(gè)輸出功能,。
3.3 控制程序設(shè)計(jì)
控制程序作為PLC 控制的核心,其程序設(shè)計(jì)的關(guān)鍵將直接決定系統(tǒng)運(yùn)行的好壞,。本文采用模塊化設(shè)計(jì)思想,,即“化整為零”的方法,,將機(jī)械手整個(gè)的控制程序分為公用程序,、手動(dòng)程序和自動(dòng)程序3 大段,機(jī)械手運(yùn)行時(shí)首先會(huì)執(zhí)行公用程序,,然后當(dāng)選擇手動(dòng)工作方式(手動(dòng)或單步)時(shí),,X0 或X2 會(huì)接通并跳至手動(dòng)程序; 當(dāng)選擇自動(dòng)工作方式( 單周期或連續(xù)) 時(shí),X0 或X2 斷開(kāi),,而X3 或X4 會(huì)接通并跳至自動(dòng)程序,。
3.4 PLC 通訊實(shí)現(xiàn)
通訊是控制系統(tǒng)的重要組成部分。本文對(duì)通訊系統(tǒng)的設(shè)計(jì)采用S7 - 200,同時(shí)通訊驅(qū)動(dòng)程序選擇“STIMATIC S7- 200”,。對(duì)系統(tǒng)的通訊來(lái)講,,其中觸摸屏和PLC 的通訊通常包括MPI、DP 和以太網(wǎng)三種方式實(shí)現(xiàn),,而觸摸屏接口可選擇IFBI 接口和以太網(wǎng)接口,,其中MPI、DP 通訊均通過(guò)IFBI 接口,,而以太網(wǎng)通訊則通過(guò)以太網(wǎng)接口,。本文結(jié)合上述的特點(diǎn),選擇IFBI 通訊接口,,再選擇MPI 通訊方式,,PC 機(jī)、觸摸屏,、PLC 與zui高站的地址分別設(shè)置為0,,1,2,,3,,PLC 的插槽與機(jī)架要和PLC 的硬件安裝相對(duì)應(yīng)。
本文結(jié)合機(jī)械手的相關(guān)原理和PLC 開(kāi)發(fā)技術(shù),,設(shè)計(jì)了基于PLC 的機(jī)械手控制系統(tǒng),,并從機(jī)械手結(jié)構(gòu)、啟動(dòng)控制回路,、PLC 控制設(shè)計(jì)等方面對(duì)系統(tǒng)進(jìn)行了詳細(xì)的設(shè)計(jì),,從而實(shí)現(xiàn)了手動(dòng)/自動(dòng)的多角度機(jī)械手運(yùn)動(dòng)控制,提高機(jī)械手控制精度,,增強(qiáng)系統(tǒng)的實(shí)用性,,為當(dāng)前機(jī)械手控制系統(tǒng)設(shè)計(jì)提供參考。