在裝配JB-13U輕型載重汽車工作中,,使用為臂分別為0.45m和0.5m,,力矩允許誤差為±5%的扭力扳手和棘輪扭力扳手。為了檢定方便,,我們可以拉力試驗機(jī)上角自制的夾具進(jìn)行檢定,,收到了較好的結(jié)果。
一,、檢定用夾具與檢定方法
夾具結(jié)構(gòu)如圖1所示,。夾具可用合金鋼,、工具鋼或其它鋼制作,并保證熱處理后具有較高的硬度值.

首先,,我們選用的拉力機(jī)(也稱為拉力試驗機(jī)),,需經(jīng)上級*進(jìn)行周期檢定,滿足力值相對誤差≦1%的要求,。將扳手放入夾具,,由拉力機(jī)進(jìn)行檢定的方法與步驟如下:
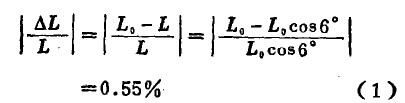
1.將扭力扳手裝人夾具2(見圖2,圖3 ),然后把夾具2裝在拉力機(jī)下夾頭3上,,并墊入特制墊片4,。
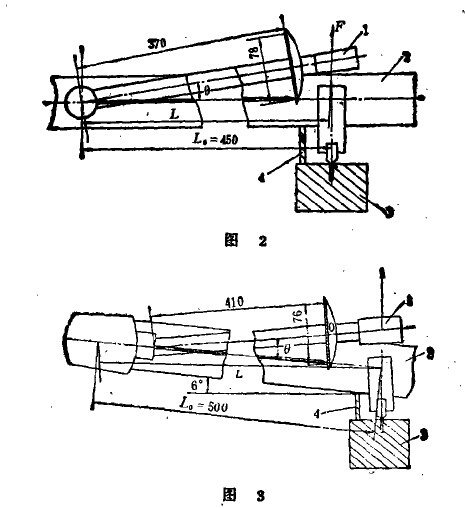
檢定力臂L0=0.45m的扭力扳手時,使中具處于水平位置,,見圖2,,檢定力臂L0=0.5m的扭力扳手時,使夾具另一端翹起,,夾具與水平成6°角,,見圖3。
2.將一鋼制小套環(huán)套入扳手手柄處,,并將套環(huán)裝入拉力機(jī)上夾頭,。
3.調(diào)節(jié)扭力扳手指針,使其指向零點,,調(diào)拉力機(jī)平衡論,,也使度盤指針指零點。開機(jī)對扭力扳手施加載荷F,,至扭力扳手的zui大負(fù)荷值為止,,如此反復(fù)進(jìn)行三次。
4.選擇拉力機(jī)下夾頭的運動速度為22mm/min.
5.選擇扭力扳手上六個刻度負(fù)荷值5×9.8N•m, lO×9.8N•m, 15×9.8N•m, 20×9.8N•m, 25×9.8N•m, 30×9.8N•m為檢定點負(fù)荷,,計算出對應(yīng)于上述各力矩值,,拉力機(jī)應(yīng)施加的度盤指示力值F? (n =1,2,3,4,5,6),然后逐點對扭力扳手施力載荷,,記錄扭力扳手指針?biāo)缸x數(shù)即指示負(fù)荷,。各數(shù)據(jù)一并列于表中。
序號 | 指示力值 F.(N) | 刻度負(fù)荷 (N.m) | 指示負(fù)荷 (N.m) | 相對誤差 (%) |
1 | 98 | 49 | 49 | 0 |
2 | 196 | 98 | 93~103 | -5.0~+5.0 |
3 | 294 | 147 | 142~152 | -3.3+3.3 |
4 | 392 | 196 | 186~206 | -5.0~+5.0 |
5 | 490 | 245 | 235~255 | -4.0~+4.0 |
6 | 588 | 294 | 284~304 | -3.3+3.3 |
6.計算各點相對誤差△Q=(指示負(fù)荷-刻度負(fù)荷)/刻度負(fù)荷*100%,。若各點誤差在±5%以內(nèi),則扭力扳手合格,。
二,、檢定裝里誤理分析
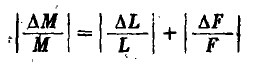
對扭力扳手加載,使其達(dá)到zui大負(fù)荷時,,L0與實際力臂,L的差值ΔL=|L0一L|zui大,,由圖2,、3計算可得L=L0cos°因此,檢定中力臂的相對誤差:
力值F由LJ500型拉力機(jī)施加,,力值相對誤差:.
ΔF/F≦1% (2)
由式(1),、(2)可得力矩相對誤差:
≦1%+0.5%≦1.55% (3)
經(jīng)上述誤差分析可知,裝置本身的誤差不大于扭力扳手允許誤差的三分之一,,符合計量檢定的要求,。通過三年來的檢定實踐,證明這種方法簡便可行,,能滿足生產(chǎn)要求,。



