 手機版
手機版 化工儀器網(wǎng)手機版
化工儀器網(wǎng)手機版
 化工儀器網(wǎng)小程序
化工儀器網(wǎng)小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關(guān)注視頻號
掃碼關(guān)注視頻號
備有限公司")










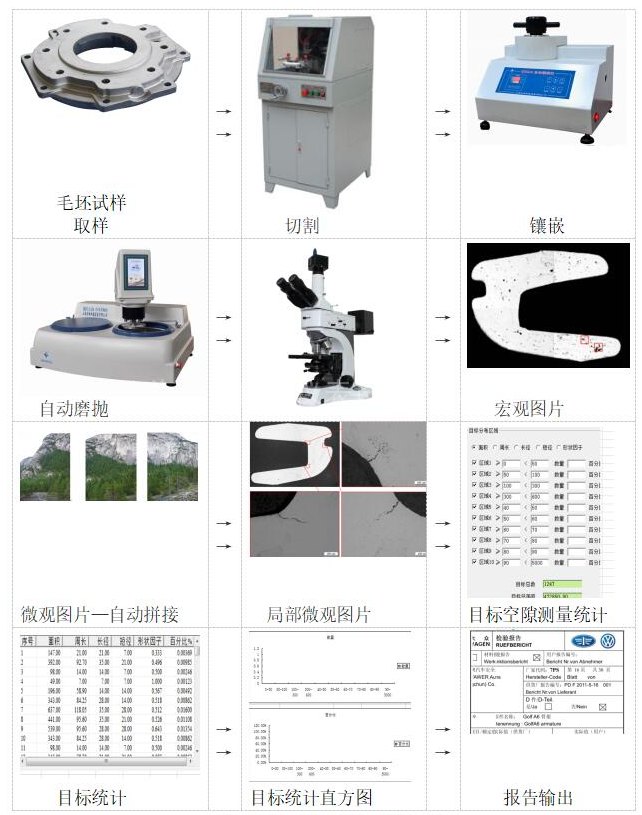
孔隙率分析步驟:
一、取樣(切割機): 采用金相試樣切割機切割下包含待檢測部位的試樣
二,、鑲嵌(金相試樣鑲嵌機或者冷鑲嵌): 對于微小試樣,,超薄試樣等,為了保護焊接區(qū)域的穩(wěn)定和可靠性,,避免制樣過程中造成的變形和沖擊,,通過鑲嵌固化的方式,獲得標準規(guī)格的尺寸,,如Φ30x15mm,,并使得后續(xù)的手持,或者自動磨拋稱為可能,。
鑲嵌分為熱鑲嵌和冷鑲嵌的方式:
1,、熱鑲嵌:利用金相試樣鑲嵌機加熱加壓的方式,使得試樣在樹脂中固化,,時間短無污染,,固化強度高;
2,、冷鑲嵌:鑲嵌粉和固化劑共同融合在模具或者夾具中,,凝固后獲得固化的試樣,特別適合不能加熱加壓的材料,,或者是需要控制方向,,分析特定部位的試樣。
三,、研磨、預(yù)磨,、拋光等:拋光機及磨拋機等:
研磨:表面質(zhì)量特別差的,,采用砂輪機,砂輪片,砂輪盤等進行粗處理,,
預(yù)磨:采用粗細不同目數(shù)砂紙,,分別進行粗磨、精磨等處理,,
拋光:采用拋光織物(帶膠拋光絲絨,,精拋絨等)+金剛石噴霧拋光劑等進行粗拋和精拋工作,
四,、腐蝕: 部分孔隙率檢測需要適當?shù)母g劑浸蝕,,使得空隙更為明顯,截面更為清晰,;
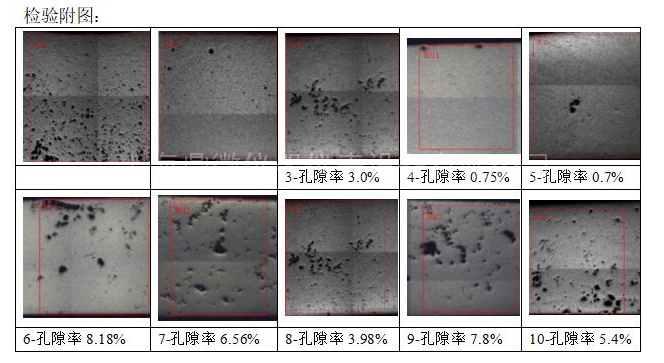
五:空隙率檢測,,根據(jù)要求和標準選擇對應(yīng)的匹配的顯微鏡進行觀察、圖像輸出和孔隙率檢測,,并獲得檢測報告,;
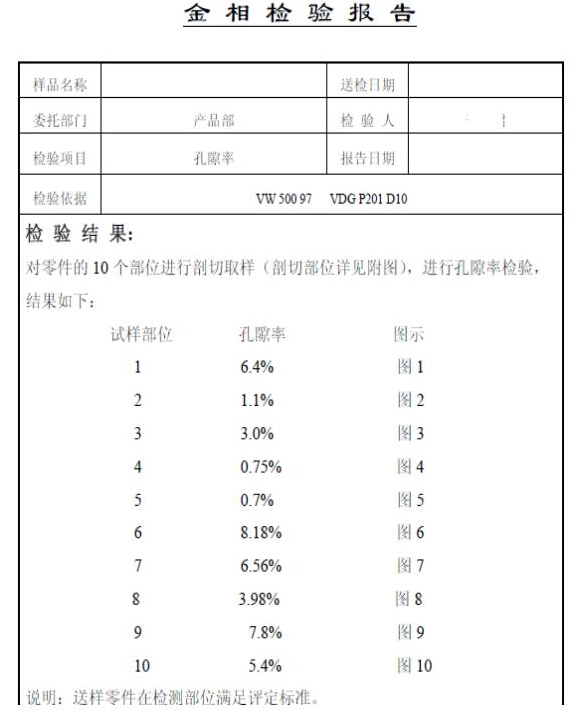
該設(shè)備滿足鋁合金、鎂合金,、鈦合金等金屬鑄件的孔隙度檢測,,并能按照VDG非鐵金屬鑄件體積虧損等設(shè)定, 空隙率分析中氣孔分類:
1,、主要是靜態(tài)負荷的部件,,
2、主要是動態(tài)負荷的部件,,
3,、對功能面有特殊要求的部件,
4,、沒有詳細說明要求的部件,,
孔隙度:
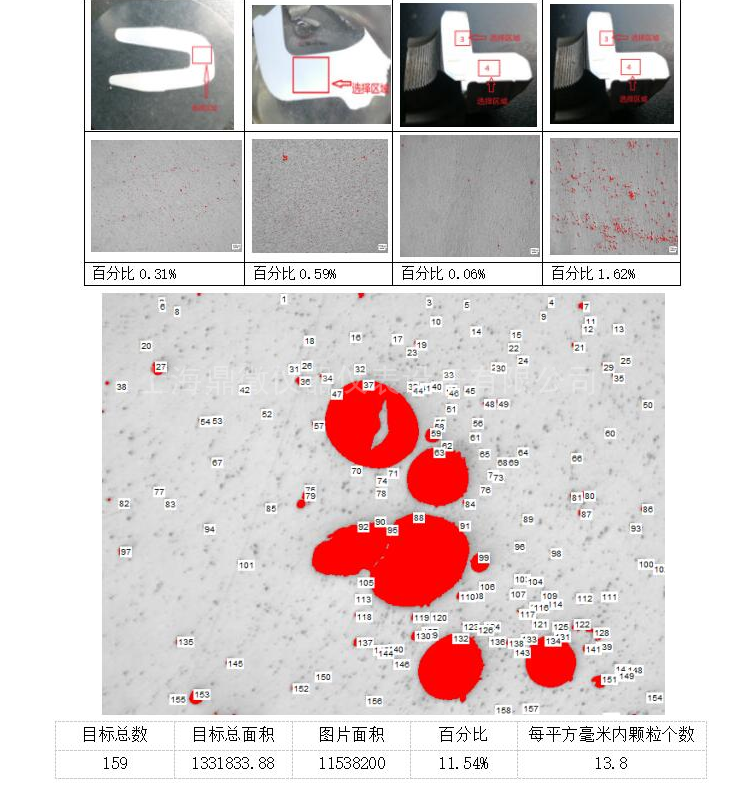
1、在3X4mm,,5x6mm,,7x8mm等(視具體標準而定)內(nèi)視場內(nèi)進行分析,自動測量孔隙面積占選定總面積的百分比,,自動測量單孔最大直徑,、等效圓直徑,
2,、以百分比為單位,,氣孔種類1、2,、4的最大允許的孔隙度,。
3、對氣孔種類3各基準面規(guī)定的最大允許的氣孔數(shù),
4,、直徑:單個氣孔之間最大允許的對比直徑,,
相關(guān)產(chǎn)品


免責聲明
- 凡本網(wǎng)注明“來源:化工儀器網(wǎng)”的所有作品,,均為浙江興旺寶明通網(wǎng)絡(luò)有限公司-化工儀器網(wǎng)合法擁有版權(quán)或有權(quán)使用的作品,,未經(jīng)本網(wǎng)授權(quán)不得轉(zhuǎn)載、摘編或利用其它方式使用上述作品,。已經(jīng)本網(wǎng)授權(quán)使用作品的,,應(yīng)在授權(quán)范圍內(nèi)使用,并注明“來源:化工儀器網(wǎng)”,。違反上述聲明者,,本網(wǎng)將追究其相關(guān)法律責任。
- 本網(wǎng)轉(zhuǎn)載并注明自其他來源(非化工儀器網(wǎng))的作品,,目的在于傳遞更多信息,,并不代表本網(wǎng)贊同其觀點和對其真實性負責,不承擔此類作品侵權(quán)行為的直接責任及連帶責任,。其他媒體,、網(wǎng)站或個人從本網(wǎng)轉(zhuǎn)載時,必須保留本網(wǎng)注明的作品第一來源,,并自負版權(quán)等法律責任,。
- 如涉及作品內(nèi)容、版權(quán)等問題,,請在作品發(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,,否則視為放棄相關(guān)權(quán)利。



 采購中心
采購中心