 手機版
手機版 化工儀器網(wǎng)手機版
化工儀器網(wǎng)手機版
 化工儀器網(wǎng)小程序
化工儀器網(wǎng)小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關(guān)注視頻號
掃碼關(guān)注視頻號
備有限公司")










油漆和清漆的劃格試驗


- 范圍本標(biāo)準(zhǔn)是有關(guān)油漆和清漆及其相關(guān)產(chǎn)品的取樣和試驗的一系列標(biāo)準(zhǔn)的一部分,。他詳細敘述了一種用于評定當(dāng)正交劃透基體后的網(wǎng)狀格的油漆涂層對于基體的耐腐蝕性,。這種經(jīng)驗性的試驗步驟的測試依賴一些其他因素,,先前的涂層的結(jié)合力和基體,。本程序并不是*的,,僅作為一種測試結(jié)合力的方法,。
在有結(jié)合力要求的地方,,請關(guān)注試驗方法ISO 4624:1978,,油漆和清漆——結(jié)合力的拉開法,。
注釋1:在試驗室經(jīng)常使用本方法,但是也適用于野外試驗,。
本試驗方法的描述可能是通過/失敗的試驗,,分為6級是適當(dāng)?shù)模ㄒ?/span>8.3)。當(dāng)用于多涂層系統(tǒng)時,,評價分離的或者獨立層次的涂層是適用的,。
本試驗不僅適用于成品,,也適用于特殊準(zhǔn)備的試片。
盡管該方法可以用于硬的(鋼)和軟的(木頭和橡皮)基體上,,這些不同的基體需要不同的試驗方法(見條款7),。
本方法不適用于厚度超過250um和有紋理的涂層。
注釋2:對于厚度超過250um的涂層可以用單個劃的方法,。當(dāng)用于有粗糙紋理的涂層時,,該試驗方法所給的結(jié)果是不確定的(見ISO 16276-2)。
上海鼎徵儀器儀表設(shè)備有限公司
- 參考標(biāo)準(zhǔn)下面的這些標(biāo)準(zhǔn)是本文件中用到的,,它們包括組成該標(biāo)準(zhǔn)的試驗項目,。有必要在發(fā)布日期后注明版本號。所有都依照改版后的文件,,建議基于該標(biāo)準(zhǔn)而達成協(xié)議的雙方對下面所提到標(biāo)準(zhǔn)的近版次作使用可能性的調(diào)查,。IEC和ISO的成員都支持現(xiàn)在注冊有效的標(biāo)準(zhǔn)。
ISO 1513 ,,油漆和清漆——待測試樣的檢查及準(zhǔn)備
ISO 1514 ,,油漆和清漆——試驗用標(biāo)準(zhǔn)樣板
ISO 2808,油漆和清漆——厚度的測定
ISO 3270 ,,油漆,油墨及其原材料——試驗間的溫度及濕度條件
ISO 15528,,油漆、清漆和油漆和清漆原材料——樣品
IEC 60454-2 ,,導(dǎo)電用途的壓敏膠帶的有關(guān)規(guī)定——第2部分: 試
驗方法
3設(shè)備
3.1通用
通用的試驗儀器,,再加上符合3.2到3.6規(guī)范要求的。
3.2 劃格工具
3.2.1通用儀器 上海鼎徵儀器儀表設(shè)備有限公司
確認劃格工具有規(guī)定的形狀并且性能良好對于試驗是很重要的,。
3.2.2和3.2.3下面列出了一些符合要求的工具,如圖 1 a)及b)所示,。
單刃的劃格工具(3.2.2)可以用于所有的情況,所有的軟或者硬的基材上的所有種類涂層,。多刃的劃格工具(3.2.3)不適用于厚(>120um)涂層或者硬涂層或者軟的基材上的涂層,。
在3.2.2和3.2.3中所提到的劃格工具,均可以適用于手工操作,,通常使用也是如此,。但是若在劃格器上安裝動力驅(qū)動裝置,則可以使劃痕更加均勻,,后面提到的方法要在買賣雙方達成協(xié)議后才可以執(zhí)行,。
3.2.2單刃的劃格工具
單刃的劃格工具刀口的角度應(yīng)呈200到300,刀刃厚度(0.4±0.03)mm符合圖( 1 a)規(guī)定的,。
當(dāng)切割邊緣0.1mm, 應(yīng)該重新磨,。
3.2.3多刃的劃格工具
多刃的劃格工具應(yīng)該有六個刀口,每個刀口間距為1或者2毫米或者3毫米(見圖 1 b)。
六個劃格邊緣間距當(dāng)?shù)犊陂g距為1mm應(yīng)該有5mm和當(dāng)?shù)犊陂g距為2mm應(yīng)該有10mm,。
當(dāng)切割邊緣0.1mm, 應(yīng)該重新磨,。
導(dǎo)向和切割邊緣應(yīng)該在相同的直徑。
3.3導(dǎo)向和間距尺 上海鼎徵儀器儀表設(shè)備有限公司
當(dāng)使用單刃劃格器時,,為了確保劃痕均勻一致,有必要使用一系列導(dǎo)向和間距尺,。一個合適的儀器如圖2所示,。
3.4軟刷 上海鼎徵儀器儀表設(shè)備有限公司
3.5透明的壓敏膠帶:
除非另有規(guī)定,當(dāng)(按照IEC60454-2)進行試驗時,,膠帶寬度要求為25mm寬,附著力為6N到10N,。膠帶應(yīng)當(dāng)少50mm寬。
注釋:Transparent tape is recommended.
3.6觀察透鏡:
帶有手柄,,放大倍數(shù)為X2或X3倍,。
4取樣
按照ISO 15528中的規(guī)定取一份有代表性的試樣用來試驗。
按照ISO 1513中的規(guī)定檢查及準(zhǔn)備每個試樣,。
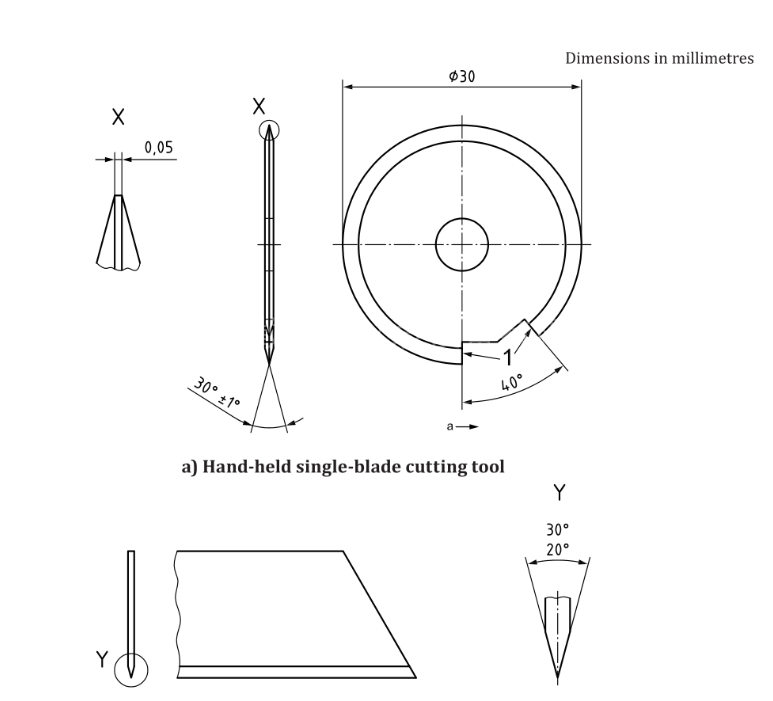
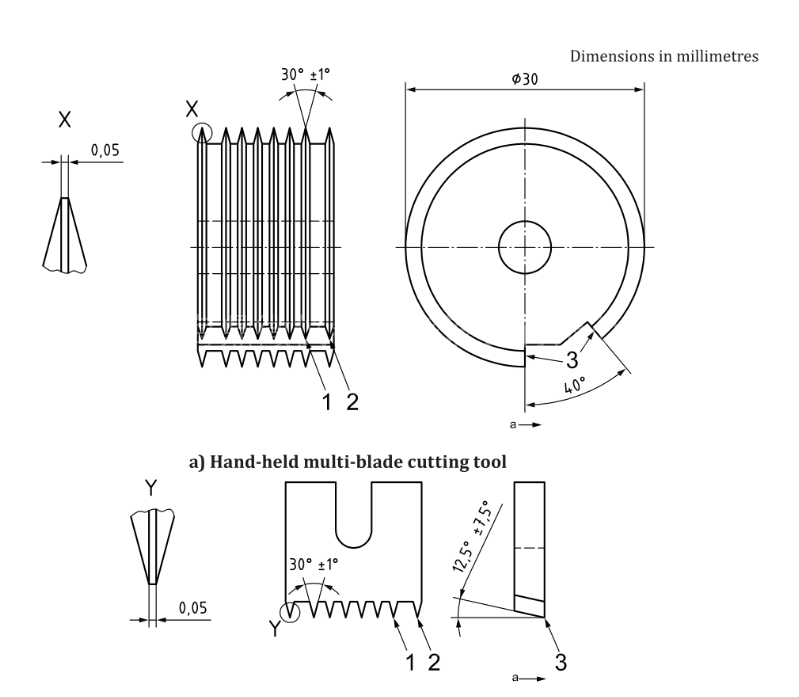
關(guān)鍵詞:1.刀口 а六個刀口間距
a.當(dāng)?shù)犊谶_到0.1mm時,,必須重新磨刀
b.刃的鋒利程度和刀口均落在同心圓上
c切割方向
圖1 切割工具
- 關(guān)鍵詞:1.一行間距1mm的十條相間刀跡
- 模壓塑料貼面
- 橡膠
5.試片
5.1基體:
除非另有規(guī)定,則按照ISO1514所規(guī)定的選擇一種作為試驗用的基體材料,。
該試板應(yīng)該是平面的,,沒有扭曲。在三個不同的位置及距試片邊緣的距離不小于5mm,。
在相對較軟的試片如木頭上,,涂層薄應(yīng)為10mm,而由硬質(zhì)材料構(gòu)成的試片上,,小厚度應(yīng)為0.25mm,。
注釋:1.長方形試片試驗起來是很方便的,尺寸大約為:150X100mm,。
2.如果在木質(zhì)試片上進行試驗時,,則顆粒的方向和結(jié)構(gòu)可能影響試驗
結(jié)果,而且大的顆粒將使試驗結(jié)果的評估無效,。
5.2制備和涂覆
除非另有規(guī)定,,則按ISO 1514中的規(guī)定準(zhǔn)備試片,在試驗規(guī)定的條件下,,把待測樣品按照規(guī)定的方法進行涂覆,。
5.3干燥
在規(guī)定的試驗條件和時間下干燥(或者烘干)固化(若有要求)試片。
5.4涂層厚度
按照ISO 2808規(guī)范的要求確定干燥涂層的厚度,,精到微米,。測量厚度的位置應(yīng)在劃格的位置或者盡可能接近劃格的位置。厚度測量的精性由使用的方法確定。
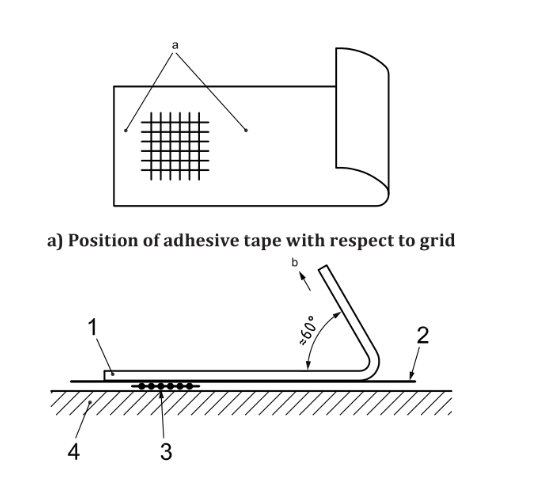
關(guān)鍵詞:1.膠帶
2.涂層
3.切割數(shù)
4.基體
圖3粘接膠帶的位置
6.程序
6.1總則
6.1.1試驗條件和試驗次數(shù)
除非另有規(guī)定(見ISO 3270),,試驗應(yīng)在溫度為(23±2)℃,,相對濕度為(50±5)%的條件下進行。
在現(xiàn)場試驗,,周圍環(huán)境條件應(yīng)加以考慮,。
在試片(見8.1)上應(yīng)至少在三個不同的位置進行試驗。如果試驗結(jié)果不一致,,試驗結(jié)果的差異在一個級別以上,,則在另外三個不同的地方重新試驗。如果有必要,,則用不同的試片,,并且記錄所有試驗結(jié)果。
6.1.2試片狀況
除非另有規(guī)定,,試片應(yīng)在優(yōu)于試驗條件溫度為(23±2)℃,,相對濕度為(50±5)%的條件下放置16小時。
6.1.3劃格數(shù)目
在方格圖上每個方向的劃痕數(shù)為6,。
6.1.4劃痕間距
各個方向劃痕的間距應(yīng)是相等的,,并且受涂層的厚度和基體的類型決定,如下所示:
0μm∽60μm 1mm間距,,硬的基體
0μm∽60μm 1mm間距,,軟的基體
61μm∽120μm 2mm間距,硬的和軟的基體
121μm∽250μm 2mm間距,,硬的和軟的基體
劃痕的間距應(yīng)該符合硬的基材和涂層,。
6.1.5試驗次數(shù)
在試片(見5.1)上應(yīng)至少在三個不同的位置進行試驗。如果試驗結(jié)果不一致,,試驗結(jié)果的差異在一個級別以上,,則在另外三個不同的地方重新試驗。如果有必要,,則用不同的試片,,并且記錄所有試驗結(jié)果。
6.2手工劃格和除去涂層
6.2.1在試驗期間,,把試片放置在一個堅硬,、平坦的表面上以防止試片
變形。
6.2.2試驗前,,需要檢查劃格器的刀刃的切割部位,,確定是否滿足試驗條件,否則需要打磨或者更換刀刃,。
如果試片是木質(zhì)的或者類似的材料,,則要與顆粒成45度角劃格。
6.2.3握住劃格器(3.2),使其刀刃對準(zhǔn)試片表面,,用合適的間距導(dǎo)向
尺(3.3),,壓力保持恒定,以恒定的劃格速率,,在涂層表面作規(guī)定數(shù)目的劃痕,。所有的劃痕都應(yīng)穿透涂層而到達基體表面。
如果由于涂層太硬,,而導(dǎo)致無法穿過涂層到達基體表面,,則判定試驗不能進行,亦如此報告,。
6.2.4重復(fù)上述操作,得到一組數(shù)目與前邊相同并且與前邊劃痕相互交
叉成900度的一組相互平行的劃痕,,形成網(wǎng)格狀圖形,。
6.2.5用軟毛刷(4.3)沿著格陣各對角線方向前后各輕輕刷幾次。
6.2.6僅僅對于硬的基體需要額外使用膠帶(4.4),。如果需要重新進行
一系列試驗,,則從膠帶軸上去掉兩端膠帶,廢棄不用,。用恒定的速率撕下一定長度的膠帶,,切下大約75mm長的一段。
把膠帶的中間部位放在劃格部位上,,如圖3所示,,膠帶并且應(yīng)與劃痕的一條邊平行。用膠帶蓋在劃格的地方,,流出至少20mm的一段長度,,以便用手可以抓住。
為了保證涂層與膠帶接觸良好,,用手指牢固的壓住膠帶,。透過膠帶看見涂層的顏色可以認為是膠帶與基體*接觸的一種有用的暗示。在5分鐘內(nèi)移去膠帶,,用手拿住有空余膠帶的一端,,盡可能以600(見圖3)在0.5—1.0秒內(nèi),以恒定的速度移去膠帶,。
注釋1 除非另有商議,,操作者應(yīng)用和去除膠帶應(yīng)當(dāng)被執(zhí)行超過一次,依據(jù)涂層的種類和擦切割方向(重要的是機械裝置劃格見6.3).
注釋2 如果涂層不止一層(例如自動涂覆),,強烈建議膠帶應(yīng)用和去除者執(zhí)行少一次在不同的格子方向上,。
注釋3 對單一涂層,例如靜電涂層,,,單個的膠帶應(yīng)用和去除者是足夠的,。然而,對于粉末涂層是不充分的,。
注釋4保留膠帶以備參考之用,,如粘在一透明的薄膜上。
6.3用機械裝置劃格:
如果用機械裝置劃格,,需要按照手工劃格的方法規(guī)定的要求檢查劃格區(qū)域,,尤其是劃痕的數(shù)目,劃痕間距以及需要進行試驗的次數(shù),。
7.附加的實驗狀況
本標(biāo)準(zhǔn)試驗方法規(guī)范的特殊規(guī)范,,下列增加了詳細應(yīng)當(dāng)給出。
在該附錄中所列出的補充條款對用來確保即將進行的試驗方法,,能否執(zhí)行是有益的,。
a).所準(zhǔn)備的基體的材料(包括厚度)及表面狀況
b).基體上測試涂層的使用情況對于多涂層系統(tǒng),則包括涂層之間
的干燥時間及干燥條件,。
c).涂層干燥(或烘干)的時間及條件以及固化的條件,。如果條件
允許,可在試驗前進行,。
d).試驗前試樣存儲的時間(對于同一個試樣在進行其它試驗之間
而言),。
e).無論是單涂層還是多涂層系統(tǒng),都按ISO 2808中規(guī)定的測量
方法,,確定干燥涂層的厚度,,精到微米級。
f).如果試驗條件與6.1.1中所規(guī)定的不同,,則要給出試驗時的溫
度,、濕度。
g).試驗程序應(yīng)執(zhí)行,,是否通過/失敗或者分類等級試驗,。
h).所用劃格器的類型以及操作方式(手工還是機械)。
i).按表1所給出的分類方法,,確定所測試材料的級別,。
所要求的說明應(yīng)該由利益雙方達成*的認同。它可能部分或*來自于標(biāo)準(zhǔn),,國家標(biāo)準(zhǔn)或與所要進行試驗的材產(chǎn)相關(guān)的其它文獻,。
8.試驗結(jié)果的判定
按照下面的規(guī)定進行結(jié)果的判定:
——對于軟的基體:劃格后馬上使用軟刷
——對于硬的基體:劃格后馬上進行膠帶剝離
在良好的照明條件下,用一般或者改進的觀察方式仔細檢查涂層
的劃格區(qū)域,。如果利益雙方同意,,也可以使用透鏡進行觀察,。在觀察過程中,旋轉(zhuǎn)試片,,以便試驗區(qū)域的光照及視角不局限于一個方向上,。同樣的方法,對于測試的膠帶也很有用,。
按照表1中的規(guī)定的圖例進行比較,,確定試驗區(qū)域的剝離等級。
注釋 表1中還提供了文字方面的描述,,以起到指導(dǎo)作用,。
表Ⅰ中給定了六種級別的剝離類別。對于一般要求,,前面三個級別通常能滿足一般用途,。在進行通過/失敗的評價時,可以認為符合,。特殊情況時,,必須按照六個級別分類評價。
對于多涂層系統(tǒng),,則需要給出出現(xiàn)薄片涂層界面。
除非試驗結(jié)果有差異,,則要給出每個試驗的結(jié)果,。對于多涂層系
統(tǒng),則要給出發(fā)生剝離的位置,。(涂層之間還是涂層與基體之間),。
9.精度
9.1重復(fù)性極限,r
是與兩個單測值*不同的數(shù)值,當(dāng)在重復(fù)性條件下使用一種方法時,,每一個重復(fù)性數(shù)值期望在于95%概率,,例如在一短期時間內(nèi)同一實驗室同一操作者用同一種材料所獲得的測試結(jié)果。對于本試驗方法,,r是一級單位,。
9.2再現(xiàn)性極限,R
再現(xiàn)性極限r是與兩個單測值*不同的數(shù)值,,當(dāng)在再現(xiàn)性條件下使用一種方法時,,每一個再現(xiàn)性數(shù)值期望在于95%概率,例如在一短期時間內(nèi)同一實驗室同一操作者用同一種材料所獲得的測試結(jié)果,。對于本試驗方法,,R是二級單位。
10.試驗報告
試驗報告至少應(yīng)包括下列內(nèi)容:
a).確定試驗產(chǎn)品,,所必須的所用細節(jié),;
b).作為參考用的標(biāo)準(zhǔn)(ISO2409:2007),;
c)使用的切割工具樣式;
d).附錄7中所提供的補充信息的有關(guān)條款
,,尤其要給出所用劃格
器的類型,。
e).作為參考之用的或者國家標(biāo)準(zhǔn),產(chǎn)品說明書,,或其它的能
提供信息的其它文獻,。
f).按照8中給出的方法判定的試驗結(jié)果。
g).試驗方法中所規(guī)定的要求不符合部分,。
h)在試驗中觀察到得任何不正常的特征,。
i)試驗日期。
實驗結(jié)果等級
| 等級 | 描述 | 發(fā)生脫落時免表劃格區(qū)域呈現(xiàn) |
| 0 | 剪切邊緣外圈的平滑,;所有晶格的方塊都沒分離 | _ |
| 1 | 劃格交叉處有小片脫落,,受影響的劃格區(qū)域不能超過5%. |  |
| 2 | 劃格交叉處或者邊緣有脫落,受影響的劃格區(qū)域大于5%,,但是不能超過15%,。 |  |
| 3 | 部分或者全部沿劃格邊緣有帶狀的脫落,并且/或者該脫落在不同的格子中,。 受影響區(qū)域不大于15%,,但是不能超過35%。 |  |
| 4 | 劃格邊緣有大片的脫落并且/或者在相同的格子中部分或全部脫落,。受影響區(qū)域大于35%,,但是不能超過65% |  |
| 5 | 比等級4更嚴(yán)重的級別 | - |
相關(guān)產(chǎn)品


免責(zé)聲明
- 凡本網(wǎng)注明“來源:化工儀器網(wǎng)”的所有作品,均為浙江興旺寶明通網(wǎng)絡(luò)有限公司-化工儀器網(wǎng)合法擁有版權(quán)或有權(quán)使用的作品,,未經(jīng)本網(wǎng)授權(quán)不得轉(zhuǎn)載,、摘編或利用其它方式使用上述作品。已經(jīng)本網(wǎng)授權(quán)使用作品的,,應(yīng)在授權(quán)范圍內(nèi)使用,,并注明“來源:化工儀器網(wǎng)”。違反上述聲明者,,本網(wǎng)將追究其相關(guān)法律責(zé)任,。
- 本網(wǎng)轉(zhuǎn)載并注明自其他來源(非化工儀器網(wǎng))的作品,目的在于傳遞更多信息,,并不代表本網(wǎng)贊同其觀點和對其真實性負責(zé),,不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。其他媒體,、網(wǎng)站或個人從本網(wǎng)轉(zhuǎn)載時,,必須保留本網(wǎng)注明的作品第一來源,并自負版權(quán)等法律責(zé)任,。
- 如涉及作品內(nèi)容,、版權(quán)等問題,,請在作品發(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關(guān)權(quán)利,。



 采購中心
采購中心