 您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)


產(chǎn)品簡介
詳細(xì)介紹
發(fā)展歷史
 焊接技術(shù)專用日本進(jìn)口諧波減速機(jī)SHG-40-80-2A-GR是通過加熱、加壓,,或兩者并用,,使同性或異性兩工件產(chǎn)生原子間結(jié)合的加工工藝和聯(lián)接方式。焊接應(yīng)用廣泛,,既可用于金屬,,也可用于非金屬。
焊接技術(shù)專用日本進(jìn)口諧波減速機(jī)SHG-40-80-2A-GR是通過加熱、加壓,,或兩者并用,,使同性或異性兩工件產(chǎn)生原子間結(jié)合的加工工藝和聯(lián)接方式。焊接應(yīng)用廣泛,,既可用于金屬,,也可用于非金屬。
焊接技術(shù)是隨著金屬的應(yīng)用而出現(xiàn)的,,古代的焊接方法主要是鑄焊,、釬焊和鍛焊。中國商朝制造的鐵刃銅鉞,,就是鐵與銅的鑄焊件,,其表面銅與鐵的熔合線蜿蜒曲折,接合良好,。春秋戰(zhàn)國時期曾侯乙墓中的建鼓銅座上有許多盤龍,,是分段釬焊連接而成的。經(jīng)分析,,所用的與現(xiàn)代軟釬料成分相近,。
戰(zhàn)國時期制造的,刀刃為鋼,,刀背為熟鐵,,一般是經(jīng)過加熱鍛焊而成的。據(jù)明朝宋應(yīng)星所著《天工開物》一書記載:中國古代將銅和鐵一起入爐加熱,,經(jīng)鍛打制造刀、斧;用黃泥或篩細(xì)的陳久壁土撒在接口上,,分段煅焊大型船錨,。中世紀(jì),在敘利亞大馬士革也曾用鍛焊制造兵器,。
古代焊接技術(shù)長期停留在鑄焊,、鍛焊和釬焊的水平上,使用的熱源都是爐火,,溫度低,、能量不集中,,無法用于大截面、長焊縫工件的焊接,,只能用以制作裝飾品,、簡單的工具和。
19世紀(jì)初,,英國的戴維斯發(fā)現(xiàn)電弧和氧乙炔焰兩種能局部熔化金屬的高溫?zé)嵩?1885~1887年,的別納爾多斯發(fā)明碳極電弧焊鉗;1900年又出現(xiàn)了鋁熱焊,。
20世紀(jì)初,碳極電弧焊和氣焊得到應(yīng)用,,同時還出現(xiàn)了薄藥皮焊條電弧焊,。電弧比較穩(wěn)定,焊接熔池受到熔渣保護(hù),,焊接質(zhì)量得到提高,,使手工電弧焊進(jìn)入實用階段,電弧焊從20年代起成為一種重要的焊接方法,。
在此期間,,美國的諾布爾利用電弧電壓控制焊條送給速度,制成自動電弧焊機(jī),,從而成為焊接機(jī)械化,、自動化的開端。1930年美國的羅賓諾夫發(fā)明使用焊絲和焊劑的埋弧焊,,焊接機(jī)械化得到進(jìn)一步發(fā)展,。40年代,為適應(yīng)鋁,、鎂合金和合金鋼焊接的需要,,鎢極和熔化極惰性氣體保護(hù)焊相繼問世。
1951年蘇聯(lián)的巴頓電焊研究所創(chuàng)造電渣焊,,成為大厚度工件的高效焊接法,。1953年,蘇聯(lián)的柳巴夫斯基等人發(fā)明二氧化碳?xì)怏w保護(hù)焊,,促進(jìn)了氣體保護(hù)電弧焊的應(yīng)用和發(fā)展,,如出現(xiàn)了混合氣體保護(hù)焊、藥芯焊絲氣渣聯(lián)合保護(hù)焊和自保護(hù)電弧焊等,。
1957年美國的蓋奇發(fā)明等離子弧焊;40年代德國和法國發(fā)明的電子束焊,,也在50年代得到實用和進(jìn)一步發(fā)展;60年代又出現(xiàn)激光焊等離子、電子束和激光焊接方法的出現(xiàn),,標(biāo)志著高能量密度熔焊的新發(fā)展,,大大改善了材料的焊接性,使許多難以用其他方法焊接的材料和結(jié)構(gòu)得以焊接,。
其他的焊接技術(shù)還有1887年,,美國的湯普森發(fā)明電阻焊,,并用于薄板的點焊和縫焊;縫焊是壓焊中*的半機(jī)械化焊接方法,隨著縫焊過程的進(jìn)行,,工件被兩滾輪推送前進(jìn);二十世紀(jì)20年代開始使用閃光對焊方法焊接棒材和鏈條,。至此電阻焊進(jìn)入實用階段。1956年,,美國的瓊斯發(fā)明超聲波焊;蘇聯(lián)的丘季科夫發(fā)明摩擦焊;1959年,,美國斯坦福研究所研究成功爆炸焊;50年代末蘇聯(lián)又制成真空擴(kuò)散焊設(shè)備。
折疊焊接方法
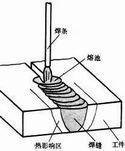
焊接技術(shù)專用日本進(jìn)口諧波減速機(jī)SHG-40-80-2A-GR主要應(yīng)在金屬母材上,,常用的有電弧焊,,氬弧焊,CO2保護(hù)焊,,氧氣-乙炔焊,,激光焊接,電渣壓力焊等多種,,塑料等非金屬材料亦可進(jìn)行焊接,。 金屬焊接方法有40種以上,主要分為熔焊,、壓焊和釬焊三大類,。") 電焊機(jī)熔焊是在焊接過程中將工件接口加熱至熔化狀態(tài),不加壓力完成焊接的方法,。熔焊時,,熱源將待焊兩工件接口處迅速加熱熔化,形成熔池,。熔池隨熱源向前移動,,冷卻后形成連續(xù)焊縫而將兩工件連接成為一體。
電焊機(jī)熔焊是在焊接過程中將工件接口加熱至熔化狀態(tài),不加壓力完成焊接的方法,。熔焊時,,熱源將待焊兩工件接口處迅速加熱熔化,形成熔池,。熔池隨熱源向前移動,,冷卻后形成連續(xù)焊縫而將兩工件連接成為一體。
在熔焊過程中,,如果大氣與高溫的熔池直接接觸,,大氣中的氧就會氧化金屬和各種合金元素。大氣中的氮,、水蒸汽等進(jìn)入熔池,,還會在隨后冷卻過程中在焊縫中形成氣孔、夾渣,、裂紋等缺陷,,惡化焊縫的質(zhì)量和性能。
壓焊是在加壓條件下,,使兩工件在固態(tài)下實現(xiàn)原子間結(jié)合,,又稱固態(tài)焊接,。常用的壓焊工藝是電阻對焊,,當(dāng)電流通過兩工件的連接端時,,該處因電阻很大而溫度上升,當(dāng)加熱至塑性狀態(tài)時,,在軸向壓力作用下連接成為一體,。
各種壓焊方法的共同特點是在焊接過程中施加壓力而不加填充材料。多數(shù)壓焊方法如擴(kuò)散焊,、高頻焊,、冷壓焊等都沒有熔化過程,因而沒有像熔焊那樣的有益合金元素?zé)龘p,,和有害元素侵入焊縫的問題,,從而簡化了焊接過程,也改善了焊接安全衛(wèi)生條件,。同時由于加熱溫度比熔焊低,、加熱時間短,因而熱影響區(qū)小,。許多難以用熔化焊焊接的材料,,往往可以用壓焊焊成與母材同等強(qiáng)度的優(yōu)質(zhì)接頭。
釬焊是使用比工件熔點低的金屬材料作釬料,,將工件和釬料加熱到高于釬料熔點,、低于工件熔點的溫度,利用液態(tài)釬料潤濕工件,,填充接口間隙并與工件實現(xiàn)原子間的相互擴(kuò)散,,從而實現(xiàn)焊接的方法。
焊接時形成的連接兩個被連接體的接縫稱為焊縫,。焊縫的兩側(cè)在焊接時會受到焊接熱作用,,而發(fā)生組織和性能變化,這一區(qū)域被稱為熱影響區(qū),。焊接時因工件材料焊接材料,、焊接電流等不同,焊后在焊縫和熱影響區(qū)可能產(chǎn)生過熱,、脆化,、淬硬或軟化現(xiàn)象,也使焊件性能下降,,惡化焊接性,。這就需要調(diào)整焊接條件,焊前對焊件接口處預(yù)熱,、焊時保溫和焊后熱處理可以改善焊件的焊接質(zhì)量,。