廣元西門子代理商
應(yīng)用
SIMATIC S7-400F/FH 故障安全型自動(dòng)化系統(tǒng)可使用在對安全要求很高設(shè)備中,。 它控制著各種過程,,如果直接停機(jī),這些過程也不會(huì)對人員或環(huán)境構(gòu)成威脅,。 S7–400 F/FH 有兩種基本型號(hào):
S7-400F:
故障安全型自動(dòng)化系統(tǒng),。 如果在控制系統(tǒng)中發(fā)生出錯(cuò),生產(chǎn)過程就轉(zhuǎn)移到安全狀態(tài),,并中斷,。
S7-400FH:
故障安全型和故障容錯(cuò)型自動(dòng)化系統(tǒng),。 如果在某個(gè)控制系統(tǒng)中發(fā)生出錯(cuò),則冗余控制機(jī)構(gòu)被激活,,使得生產(chǎn)過程繼續(xù)下去,。
使用其它的標(biāo)準(zhǔn)模塊,可是使其建立一個(gè)對故障安全和非故障安全都能進(jìn)行控制的全集成控制系統(tǒng),。 使用相同的標(biāo)準(zhǔn)應(yīng)用程序?qū)φ麄€(gè)系統(tǒng)進(jìn)行組態(tài)和編程,。
PLC 作為服務(wù)器,即供遠(yuǎn)程計(jì)算機(jī)(客戶機(jī))訪問,,PLC 不需編寫任何通信程序,。
所 以所有通道都配置成服務(wù)器,且“接受所有連接請求",,意思是不需要遠(yuǎn)程客戶機(jī)的 IP 地址,。
否則需 要訪問的遠(yuǎn)程機(jī)的 IP 地址。
特別注意一下每個(gè)連接通道的“本地屬性 TSAP 10.01",。
是不一樣的,,有 的上位機(jī)軟件需要這個(gè)端口號(hào)才能通信。
剩下的步驟就
圖6 很簡單了按提示下一步即可,。
如圖 7 特別注意“為配置分配存儲(chǔ)區(qū)"中能和用戶程序中的存儲(chǔ)單元有 重復(fù)的,。
否則程序可能會(huì)出現(xiàn)意想不到的結(jié)果。
這時(shí)我們的以太網(wǎng)就配置完成了,。
圖7 只要在主程序中循環(huán)調(diào)用子程序“ETHI_CTAL"如圖 8 即可,。
編譯下載程序后,就可以使用網(wǎng)線對配置后 P LC 進(jìn)行監(jiān)控以及修改程序,。
西門子PLC S7-200常見的71個(gè)故障匯總及解決辦法
??西門子PLC概述
??德國西門子(SIEMENS)公司生產(chǎn)的可編程序控制器在我國的應(yīng)用也相當(dāng)廣泛,,在冶金、化工,、印刷生產(chǎn)線等領(lǐng)域都有應(yīng)用,。西門子(SIEMENS)公司的PLC產(chǎn)品包括LOGO、S7-200,、S7-1200,、S7-300,、S7-400等,。西門子S7系列PLC體積小、速度快,、標(biāo)準(zhǔn)化,,具有網(wǎng)絡(luò)通信能力,功能更強(qiáng),,可靠性高,。S7系列PLC產(chǎn)品可分為微型PLC(如S7-200),,小規(guī)模性能要求的PLC(如S7-300)和中、高性能要求的PLC(如S7-400)等,。
??西門子SIMATIC系列PLC,,誕生于1958年,經(jīng)歷了C3,,S3,,S5,S7系列,,已成為應(yīng)用非常廣泛的可編程控制器,。
??西門子PLC S7-200系列PLC的基本硬件組成
??SIMATIC S7-200的應(yīng)用領(lǐng)域從更換繼電器和接觸器一直擴(kuò)展到在單機(jī)、網(wǎng)絡(luò)以及分布式配置中更復(fù)雜的自動(dòng)化任務(wù),。S7-200也越來越多地提供了對以前曾由于經(jīng)濟(jì)原因而開發(fā)的特殊電子設(shè)備的地區(qū)的進(jìn)入,。
??S7-200系列PLC可提供4種不同的基本單元和6種型號(hào)的擴(kuò)展單元。其系統(tǒng)構(gòu)成包括基本單元,、擴(kuò)展單元,、編程器、存儲(chǔ)卡,、寫入器,、文本顯示器等。
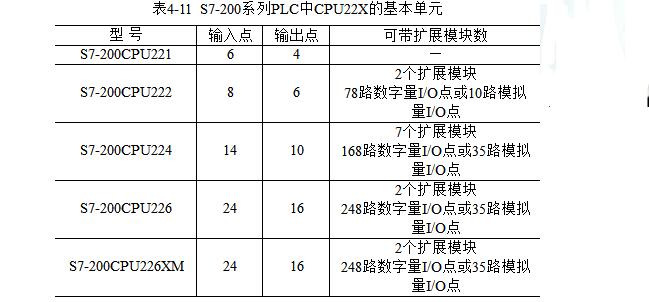
??1.基本單元
??S7-200系列PLC中可提供4種不同的基本型號(hào)的8種CPU供選擇使用,,其輸入輸出點(diǎn)數(shù)的分配見表4-11:
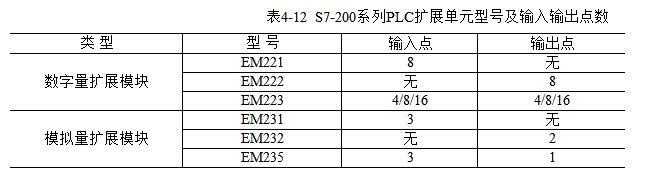
??2.?dāng)U展單元
??S7-200系列PLC主要有6種擴(kuò)展單元,,它本身沒有CPU,只能與基本單元相連接使用,,用于擴(kuò)展I/O點(diǎn)數(shù),,S7-200系列PLC擴(kuò)展單元型號(hào)及輸入輸出點(diǎn)數(shù)的分配如表4-12所示。
??3.編程器
??PLC在正式運(yùn)行時(shí),,不需要編程器,。編程器主要用來進(jìn)行用戶程序的編制、存儲(chǔ)和管理等,,并將用戶程序送入PLC中,,在調(diào)試過程中,進(jìn)行監(jiān)控和故障檢測,。S7-200系列PLC可采用多種編程器,,一般可分為簡易型和智能型。
??簡易型編程器是袖珍型的,,簡單實(shí)用,,價(jià)格低廉,是一種很好的現(xiàn)場編程及監(jiān)測工具,,但顯示功能較差,,只能用指令表方式輸入,,使用不夠方便。智能型編程器采用計(jì)算機(jī)進(jìn)行編程操作,,將的編程軟件裝入計(jì)算機(jī)內(nèi),,可直接采用梯形圖語言編程,實(shí)現(xiàn)在線監(jiān)測,,非常直觀,,且功能強(qiáng)大,S7-200系列PLC的編程軟件為STEP7-Micro/WIN,。
??4.程序存儲(chǔ)卡
??為了保證程序及重要參數(shù)的安全,,一般小型PLC設(shè)有外接EEPROM卡盒接口,通過該接口可以將卡盒的內(nèi)容寫入PLC,,也可將PLC內(nèi)的程序及重要參數(shù)傳到外接EEPROM卡盒內(nèi)作為備份,。程序存儲(chǔ)卡EEPROM有6ES 7291-8GC00-0XA0和6ES 7291-8GD00-0XA0兩種,程序容量分別為8K和16K程序步,。
??5.寫入器
??寫入器的功能是實(shí)現(xiàn)PLC和EPROM之間的程序傳送,,是將PLC中RAM區(qū)的程序通過寫入器固化到程序存儲(chǔ)卡中,或?qū)LC中程序存儲(chǔ)卡中的程序通過寫入器傳送到RAM區(qū),。
??6.文本顯示器
??文本顯示器TD200不僅是一個(gè)用于顯示系統(tǒng)信息的顯示設(shè)備,,還可以作為控制單元對某個(gè)量的數(shù)值進(jìn)行修改,或直接設(shè)置輸入/輸出量,。文本信息的顯示用選擇/確認(rèn)的方法,,多可顯示80條信息,每條信息多4個(gè)變量的狀態(tài),。過程參數(shù)可在顯示器上顯示,,并可以隨時(shí)修改。TD200面板上的8個(gè)可編程序的功能鍵,,每個(gè)都分配了一個(gè)存儲(chǔ)器位,,這些功能鍵在啟動(dòng)和測試系統(tǒng)時(shí),可以進(jìn)行參數(shù)設(shè)置和診斷,。

??西門子S7-200系列PLC的優(yōu)點(diǎn)
??1,、強(qiáng)大的性能,模塊化和開放式通訊
??2,、結(jié)構(gòu)緊湊小巧-狹小空間處理任何應(yīng)用的理想選擇
??3,、在所有CPU型號(hào)中的基本和高級(jí)功能
??4、大容量程序和數(shù)據(jù)存儲(chǔ)器
??5,、杰出的實(shí)時(shí)響應(yīng)-在任何時(shí)候均可對整個(gè)過程進(jìn)行*控制,,從而提高了質(zhì)量,、效率和安全性
??6,、易于使用STEP 7-Micro/WIN工程軟件-初學(xué)者和的理想選擇
??7,、集成的 R-S 485接口或者作為系統(tǒng)總線使用
??8、極其快速和精確的操作順序和過程控制
??9,、通過時(shí)間中斷完整控制對時(shí)間要求嚴(yán)格的流程
廣元西門子代理商
2. 使用 GSD/GSDML 文件來配置"打包地址" (PROFIBUS DP/PROFINET IO)
當(dāng)在組態(tài)軟件中使用 GSD/GSDML 文件時(shí),,這個(gè)簡單的功能并不適用。然而可以通過選擇相關(guān)的模塊來手動(dòng)打包地址,。您可以識(shí)別出哪些模板可以被組合到一起,,因?yàn)樗鼈兌际菑?fù)制過來的,*的區(qū)別就是名稱中帶有 "*" 標(biāo)識(shí),。
表 01
組態(tài)實(shí)例
表 02 組態(tài)軟件并不會(huì)檢查打包地址是否*正確,。如果每個(gè)字節(jié)組態(tài)超過了8個(gè)通道,則那些超過字節(jié)限制的模塊將在診斷中輸出錯(cuò)誤:
模塊狀態(tài) => 10B:錯(cuò)誤模塊,;無效用戶數(shù)據(jù)
這些塊無響應(yīng),。
總共zui多只能有 8 個(gè)通道(1 個(gè)字節(jié))。 當(dāng)使用 PCS7 軟件組態(tài)時(shí),,本條目中所總結(jié)的 ET 200S 的打包地址步驟并不適用,。 ET 200S HS 不支持 “打包地址" 的功能。 *機(jī)架上的 ET 200S CPU 不支持 “打包地址" 的功能,。
概述ET 200SP 數(shù)字量輸出模塊 RQ NO 4x120VDC..230VAC/5A ST 和 RQ 4x120VDC..230VAC/5A NO MA ST可以使用哪種基座單元   

S7-300 可以實(shí)現(xiàn)空間節(jié)省和模塊式組態(tài),。除了模塊,只需要一條 DIN 安裝軌用于固定模塊并把它們旋轉(zhuǎn)到位,。 這樣就實(shí)現(xiàn)了堅(jiān)固而且具有 EMC 兼容性的設(shè)計(jì),。 隨用隨建式的背板總線可以通過簡單的插入附加的模塊和總線連接器進(jìn)行擴(kuò)展。S7-300 系列豐富的產(chǎn)品既可以用于集中擴(kuò)展,,也可用于構(gòu)建帶有 ET 200M 的分布式結(jié)構(gòu),;因此實(shí)現(xiàn)了經(jīng)濟(jì)效率的備件控制。 

|
|
按 鈕 | 名 稱 | 功 能 簡 介 |
| 緊急停止 | 按下急停按鈕,,使機(jī)床移動(dòng)立即停止,,并且所有的輸出如主軸的轉(zhuǎn)動(dòng)等都會(huì)關(guān)閉 |
| 點(diǎn)動(dòng)距離選擇按鈕 | 在單步或手輪方式下,用于選擇移動(dòng)距離 |
| 手動(dòng)方式 | 手動(dòng)方式,連續(xù)移動(dòng) |
| 回零方式 | 機(jī)床回零,;機(jī)床必須首先執(zhí)行回零操作,,然后才可以運(yùn)行 |
| 自動(dòng)方式 | 進(jìn)入自動(dòng)加工模式。 |
| 單段 | 當(dāng)此按鈕被按下時(shí),,運(yùn)行程序時(shí)每次執(zhí)行一條數(shù)控指令,。 |
| 手動(dòng)數(shù)據(jù)輸入(MDA) | 單程序段執(zhí)行模式 |
| 主軸正轉(zhuǎn) | 按下此按鈕,主軸開始正轉(zhuǎn) |
| 主軸停止 | 按下此按鈕,,主軸停止轉(zhuǎn)動(dòng) |
| 主軸反轉(zhuǎn) | 按下此按鈕,,主軸開始反轉(zhuǎn) |
| 快速按鈕 | 在手動(dòng)方式下,按下此按鈕后,再按下移動(dòng)按鈕則可以快速移動(dòng)機(jī)床 |
| 移動(dòng)按鈕 |
|
| 復(fù)位 | 按下此鍵,,復(fù)位CNC系統(tǒng),,包括取消報(bào)警、主軸故障復(fù)位,、中途退出自動(dòng)操作循環(huán)和輸入,、輸出過程等。 |
| 循環(huán)保持 | 程序運(yùn)行暫停,,在程序運(yùn)行過程中,,按下此按鈕運(yùn)行暫停。按恢復(fù)運(yùn)行 |
| 運(yùn)行開始 | 程序運(yùn)行開始 |
| 主軸倍率修調(diào) | 將光標(biāo)移至此旋鈕上后,通過點(diǎn)擊鼠標(biāo)的左鍵或右鍵來調(diào)節(jié)主軸倍率,。 |
| 進(jìn)給倍率修調(diào) | 調(diào)節(jié)數(shù)控程序自動(dòng)運(yùn)行時(shí)的進(jìn)給速度倍率,,調(diào)節(jié)范圍為0~120%。置光標(biāo)于旋鈕上,,點(diǎn)擊鼠標(biāo)左鍵,,旋鈕逆時(shí)針轉(zhuǎn)動(dòng),點(diǎn)擊鼠標(biāo)右鍵,,旋鈕順時(shí)針轉(zhuǎn)動(dòng),。 |
| 報(bào)警應(yīng)答鍵 |
|
| 通道轉(zhuǎn)換鍵 |
|
| 信息鍵 |
|
| 上檔鍵 | 對鍵上的兩種功能進(jìn)行轉(zhuǎn)換。用了上檔鍵,,當(dāng)按下字符鍵時(shí),,該鍵上行的字符(除了光標(biāo)鍵)就被輸出。 |
| 空格鍵 |
|
| 刪除鍵(退格鍵) | 自右向左刪除字符 |
| 刪除鍵 | 自左向右刪除字符 |
| 取消鍵 |
|
| 制表鍵 |
|
| 回車/輸入鍵 | (1)接受一個(gè)編輯值,。(2)打開,、關(guān)閉一個(gè)文件目錄。(3)打開文件 |
| 翻頁鍵 |
|
| 加工操作區(qū)域鍵 | 按此鍵,,進(jìn)入機(jī)床操作區(qū)域 |
| 程序操作區(qū)域鍵 |
|
| 參數(shù)操作區(qū)域鍵 | 按此鍵,,進(jìn)入?yún)?shù)操作區(qū)域 |
| 程序管理操作區(qū)域鍵 | 按此鍵,進(jìn)入程序管理操作區(qū)域 |
| 報(bào)警/系統(tǒng)操作區(qū)域鍵 |
|
| 選擇轉(zhuǎn)換鍵 | 一般用于單選,、多選框 |
 您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)

















