成都西門子代理商
PLC 的存儲器包括系統(tǒng)存儲器,,裝載存儲器和工作存儲器。系統(tǒng)存儲器用于存放 PLC 的系統(tǒng)程序和內(nèi)部寄存器,, 裝載存儲器則用于存放 PLC 的用戶程序,,用戶程序編譯后被存放在工作存儲器中執(zhí)行。裝載存儲器通常為MC卡,,支持外部擴(kuò)展,,而工作存儲器是集成在CPU中并且無法擴(kuò)展的,在選擇CPU時需根據(jù)控制方案的復(fù)雜程度預(yù)估可能使用的工作存儲器大小并留有適當(dāng)余量,。選擇裝載存儲器通常只需選擇不小于工作存儲器大小的存儲卡即可。
3 通信接口
通信接口的功能是通過這些通信接口可以和監(jiān)視器,、 打印機(jī),、 其他的 PLC 或是計算機(jī)相連, 從而實現(xiàn)“PLC與上位機(jī)"或“PLC與PLC"之間的通信,。通信接口可以集成在CPU模塊上使用內(nèi)部總線與CPU通信,,也可以使用單獨的通信接口模塊通過外部總線與CPU通信。通信接口的選擇首先確定通信對象接口的電氣標(biāo)準(zhǔn)例如RS232、RS485,、RJ45等,,還需要確定使用的協(xié)議,常見的例如PROFINET,,PROFIBUS總線協(xié)議,,通過PROFINET和PROFIBUS總線,CPU可與分散在遠(yuǎn)端現(xiàn)場的輸入輸出單元進(jìn)行數(shù)據(jù)交換,,使PLC系統(tǒng)規(guī)模更易于擴(kuò)充,。
4 輸入輸出單元(I/O)
輸入單元的作用是將按鈕、行程開關(guān)或傳感器等產(chǎn)生的信號輸入 CPU,,根據(jù)信號類型,,輸出單元的作用則是將 CPU 向外輸出的信號轉(zhuǎn)換成可以驅(qū)動外部執(zhí)行元件的信號,以便控制接觸器線圈等電器的通,、斷電,。
輸入輸出單元主要分為模擬量輸入模塊,模擬量輸出模塊,、數(shù)字量輸入模塊和數(shù)字量輸出模塊,。模擬量輸入模塊測量電流、電壓,、電阻,、熱電偶等連續(xù)信號,模擬量輸出模塊輸出電流,、電壓信號驅(qū)動現(xiàn)場執(zhí)行器,,模擬量輸入輸出模塊需考慮處理信號的分辨率,響應(yīng)時間以及信號測量范圍,。數(shù)字量輸入模塊應(yīng)考慮信號電平,、傳輸距離、隔離,、供電方式,,響應(yīng)時間等應(yīng)用要求。數(shù)字量輸出模塊應(yīng)考慮不同的負(fù)載對PLC的輸出方式的要求,。
西門子 S7-200PLC 做服務(wù)器的配置例程 S7- 以太網(wǎng)模塊配置 我原本是協(xié)助某一系統(tǒng)集成商(以下簡稱“上位機(jī)")做以太網(wǎng)通信的,。
我們的 這兩臺柜子在系統(tǒng)中作為子站(服務(wù)器),IP 地址和被訪問計算機(jī)的臺數(shù)事先客戶沒有提出要求,,系統(tǒng)集 成商也是當(dāng)時才獲取的,。
到現(xiàn)場后我先按照客戶的要求對其中一個 CPU224 重新進(jìn)行“以太網(wǎng)向?qū)?配置, 具體操作如下: 首先通過 STEP 7 MicroWIN 軟件打開自己的程序如圖 1,, 圖1 在菜單“工具"中打開“以太網(wǎng)向?qū)?,,在彈出的對話框中點擊“下一步"出現(xiàn)圖 2 模塊
圖2 地址對話框,,點擊“讀取模塊"搜索已安裝 CP243-1 的模塊,雙擊搜索出的模塊這樣就了模塊在 CPU 中的位置,。
點擊“下一步",,彈出圖 3 模塊 IP 地址對話框,,這里可以設(shè)置所需的 IP
圖3 地址,、子網(wǎng)掩碼,、網(wǎng)關(guān)。
設(shè)置完成點擊“下一步"彈出圖 4,,“模塊命令字"選項默認(rèn)即可,,
圖4 “對等連接"這里可以被訪問計算機(jī)的臺數(shù),多支持 8 臺,,一般給它設(shè)個“8"免的事后客戶又 找你“麻煩",。
設(shè)置完成“下一步"彈出配置連接對話框,如圖 5 為每個連接通道 圖5 配置通信模式,。
這里的 PLC 作為服務(wù)器,,即供遠(yuǎn)程計算機(jī)(客戶機(jī))訪問,PLC 不需編寫任何通信程序,。
所 以所有通道都配置成服務(wù)器,,且“接受所有連接請求",意思是不需要遠(yuǎn)程客戶機(jī)的 IP 地址,。
??西門子PLC概述
??德國西門子(SIEMENS)公司生產(chǎn)的可編程序控制器在我國的應(yīng)用也相當(dāng)廣泛,,在冶金、化工,、印刷生產(chǎn)線等領(lǐng)域都有應(yīng)用,。西門子(SIEMENS)公司的PLC產(chǎn)品包括LOGO、S7-200,、S7-1200,、S7-300、S7-400等,。西門子S7系列PLC體積小,、速度快、標(biāo)準(zhǔn)化,,具有網(wǎng)絡(luò)通信能力,,功能更強(qiáng),可靠性高,。S7系列PLC產(chǎn)品可分為微型PLC(如S7-200),,小規(guī)模性能要求的PLC(如S7-300)和中、高性能要求的PLC(如S7-400)等,。
??西門子SIMATIC系列PLC,誕生于1958年,經(jīng)歷了C3,,S3,,S5,S7系列,,已成為應(yīng)用非常廣泛的可編程控制器,。
??西門子PLC S7-200系列PLC的基本硬件組成
??SIMATIC S7-200的應(yīng)用領(lǐng)域從更換繼電器和接觸器一直擴(kuò)展到在單機(jī)、網(wǎng)絡(luò)以及分布式配置中更復(fù)雜的自動化任務(wù),。S7-200也越來越多地提供了對以前曾由于經(jīng)濟(jì)原因而開發(fā)的特殊電子設(shè)備的地區(qū)的進(jìn)入,。
??S7-200系列PLC可提供4種不同的基本單元和6種型號的擴(kuò)展單元。其系統(tǒng)構(gòu)成包括基本單元,、擴(kuò)展單元,、編程器、存儲卡,、寫入器,、文本顯示器等。
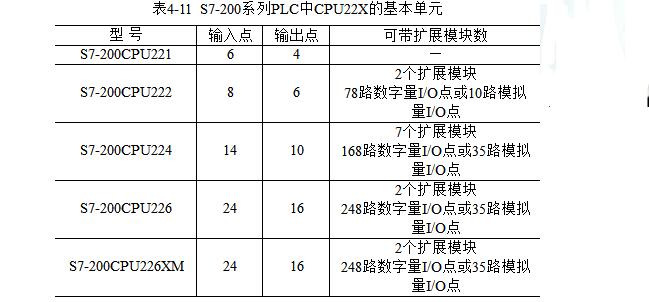
??1.基本單元
??S7-200系列PLC中可提供4種不同的基本型號的8種CPU供選擇使用,,其輸入輸出點數(shù)的分配見表4-11:
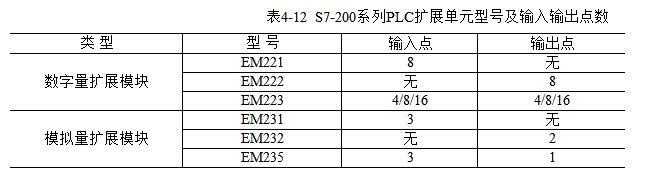
??2.?dāng)U展單元
??S7-200系列PLC主要有6種擴(kuò)展單元,,它本身沒有CPU,只能與基本單元相連接使用,,用于擴(kuò)展I/O點數(shù),,S7-200系列PLC擴(kuò)展單元型號及輸入輸出點數(shù)的分配如表4-12所示。
??3.編程器
??PLC在正式運行時,,不需要編程器,。編程器主要用來進(jìn)行用戶程序的編制、存儲和管理等,,并將用戶程序送入PLC中,,在調(diào)試過程中,進(jìn)行監(jiān)控和故障檢測,。S7-200系列PLC可采用多種編程器,,一般可分為簡易型和智能型。
??簡易型編程器是袖珍型的,,簡單實用,,價格低廉,是一種很好的現(xiàn)場編程及監(jiān)測工具,,但顯示功能較差,,只能用指令表方式輸入,使用不夠方便,。智能型編程器采用計算機(jī)進(jìn)行編程操作,,將的編程軟件裝入計算機(jī)內(nèi),,可直接采用梯形圖語言編程,實現(xiàn)在線監(jiān)測,,非常直觀,,且功能強(qiáng)大,S7-200系列PLC的編程軟件為STEP7-Micro/WIN,。
??4.程序存儲卡
??為了保證程序及重要參數(shù)的安全,,一般小型PLC設(shè)有外接EEPROM卡盒接口,通過該接口可以將卡盒的內(nèi)容寫入PLC,,也可將PLC內(nèi)的程序及重要參數(shù)傳到外接EEPROM卡盒內(nèi)作為備份,。程序存儲卡EEPROM有6ES 7291-8GC00-0XA0和6ES 7291-8GD00-0XA0兩種,程序容量分別為8K和16K程序步,。
??5.寫入器
??寫入器的功能是實現(xiàn)PLC和EPROM之間的程序傳送,,是將PLC中RAM區(qū)的程序通過寫入器固化到程序存儲卡中,或?qū)LC中程序存儲卡中的程序通過寫入器傳送到RAM區(qū),。
??6.文本顯示器
??文本顯示器TD200不僅是一個用于顯示系統(tǒng)信息的顯示設(shè)備,,還可以作為控制單元對某個量的數(shù)值進(jìn)行修改,或直接設(shè)置輸入/輸出量,。文本信息的顯示用選擇/確認(rèn)的方法,,多可顯示80條信息,每條信息多4個變量的狀態(tài),。過程參數(shù)可在顯示器上顯示,,并可以隨時修改。TD200面板上的8個可編程序的功能鍵,,每個都分配了一個存儲器位,,這些功能鍵在啟動和測試系統(tǒng)時,可以進(jìn)行參數(shù)設(shè)置和診斷,。
成都西門子代理商
PLC不需要大量的活動元件和連線電子元件,。它的連線大大。與此同時,,的簡單,,時間短。Plc采用了一系列可靠性設(shè)計的進(jìn)行設(shè)計,。例如:冗余的設(shè)計,。斷電保護(hù),故障診斷和信息保護(hù)及恢復(fù),。PLC是為工業(yè)生產(chǎn)控制而專門設(shè)計的控制裝置,,它具有比通用計算機(jī)控制更簡單的編程語言和更可靠的硬件。采用了精簡化的編程語言,。編程出錯率大大,。
易操作
PLC有較高的易操作性,。它具有編程簡單,操作方便,,容易等特點,,一般不容易發(fā)生操作的錯誤,。對PLC的操作包括程序輸入和程序更改的操作,。程序的輸入直接可接顯示,更改程序的操作也可以直接根據(jù)所需要的地址編號或接點號進(jìn)行搜索或程序?qū)ふ?,然后進(jìn)行更改,。PLC有多種程序設(shè)計語言可供使用。用于梯形圖與電氣原理圖較為接近,。容易和理解,。PLC具有的自診斷功能對人員技能的要求。當(dāng)發(fā)生故障時,,通過硬件和的自診斷,,人員可以很快找到故障的部位。
CPU單元設(shè)計
集成的24V負(fù)載電源:可直接連接到傳感器和變送器(執(zhí)行器),,CPU 221,,222具有180mA輸出, CPU 224,,CPU 224XP,,CPU 226分別輸出280,400mA,??捎米髫?fù)載電源。
不同的設(shè)備類型
CPU 221~226各有2種類型CPU,,具有不同的電源電壓和控制電壓,。
本機(jī)數(shù)字量輸入/輸出點
CPU 221具有6個輸入點和4個輸出點,CPU 222具有8個輸入點和6個輸出點,,CPU 224具有14個輸入點和10個輸出點,,CPU 224XP具有14個輸入點和10個輸出點,CPU 226具有24個輸入點和16個輸出點,。
本機(jī)模擬量輸入/輸出點
CPU 224XP具有2個輸入點,,1個輸出點。
中斷輸入
允許以極快的速度對的上升沿作出響應(yīng),。
高速計數(shù)器
-CPU 221/222
4個高速計數(shù)器(30KHz),,可編程并具有復(fù)位輸入,2個的輸入端可同時作加,、減計數(shù),,可連接兩個相位差為90°的A/B相增量編碼器
-CPU 224/224XP/226
6個高速計數(shù)器(30KHz),,具有CPU 221/222相同的功能。
模擬電位器
CPU 221/222 1個
CPU 224/224XP/226 2個
2路高脈沖輸出(zui大20KHz),,用于控制步進(jìn)電機(jī)或伺服電機(jī)實現(xiàn)定位任務(wù),。
實時時鐘
例如為信息加注時間標(biāo)記,記錄機(jī)器運行時間或?qū)M(jìn)行時間控制,。
EEPROM存儲器模塊(選件)
可作為修改與拷貝程序的快速工具(無需編程器),,并可進(jìn)行輔助歸檔工作。
傳動控制采用矢量型變頻器調(diào)速線速度同步工作性高,。
軋輥間隙采用數(shù)字化閉環(huán)控制操作簡單方便快捷,。
人機(jī)界面操控能與其它成型主機(jī)的相關(guān)部分實現(xiàn)聯(lián)動控制操作簡單方便。
疊層,、寬度在范圍內(nèi)任意調(diào)節(jié),。
疊層寬度560-1000MM
疊層4-12層
壓片厚度0.1-10MM
2、送料機(jī)
送料機(jī)將攪拌好的韌性餅干胚料進(jìn)行初步軋制后輸送到后一工序的雙軋軋面機(jī)電控要求能夠同步調(diào)速控制手動調(diào)節(jié)與自動運行控制,。
3,、雙軋軋面機(jī)
該設(shè)備是將疊酥機(jī)或送料機(jī)輸送來的面胚進(jìn)行多次軋制使面胚由厚變薄電控要求;
軋輥采用變頻調(diào)速控制,速度同步性能,;
控制面皮厚度采用智能數(shù)字表設(shè)定與顯示,。
4、烘爐
有熱風(fēng)循環(huán)烘爐遠(yuǎn)紅外線烘爐導(dǎo)熱油爐等
餅干烘烤爐是餅干生產(chǎn)線的重要組成部份由電器控制熱風(fēng)循環(huán)加熱排煙
爐網(wǎng)輸送裝置爐網(wǎng)自動檢測張緊裝置等組成要求自動化控制達(dá)到如下功能:
生產(chǎn)線工作狀態(tài)的實時監(jiān)測
溫度坐標(biāo)升溫曲線等顯示
溫度調(diào)節(jié)參數(shù)在線修正
歷史工作狀態(tài)記錄保存
溫度控制精度高操作方便工作可靠
熱風(fēng)循環(huán)采用自動控制熱風(fēng)量,,閉環(huán)控制,,可選擇自然與強(qiáng)制性排煙等自動功能
燃?xì)鉅t欠壓、超壓,、漏氣,、超溫等多種保護(hù)功能
5、成型機(jī)
成型機(jī)由多臺軋面機(jī)與傳動單元組成相互之間無機(jī)械傳動聯(lián)鎖無張力檢測單元要求整條生產(chǎn)線通過電器控制線速度同步運行控制難度較大對自動化的功能要求較高,。
二,、控制特點
綜上所述千層酥生產(chǎn)線控制是一個集運動控制與控制的綜合自動化控制歸納起來應(yīng)有如下特點:
分布式:生產(chǎn)線總長度約200米,控制點多而且分散,,因此選用分布式測控zui為適宜,,分布式測控具有布線量少,搞能力強(qiáng),,擴(kuò)展方便,,運行可靠,故障風(fēng)險降到zui低的優(yōu)點,。
總線網(wǎng):全線采用現(xiàn)場總線網(wǎng)絡(luò)控制,,排除大量模擬的因素,實現(xiàn)的速度協(xié)調(diào)控制與高精度溫度測控,檢測與控制協(xié)調(diào)*,。
大量配方存貯:一條生產(chǎn)線可生產(chǎn)上百種產(chǎn)品,,因此有大量的配方存貯與調(diào)用,普通的PLC控制器由于受內(nèi)存的影響,,很難做到大量配方的存貯與調(diào)用,,因此基于PC自動化是本的方案。
集中:分布式控制,,集中式是現(xiàn)代控制的特點,,本配備完善的人機(jī)界面操作,的監(jiān)控與異常功能,。
運動控制:速度同步也是本控制的關(guān)鍵,,采用矢量型變頻器通,過網(wǎng)絡(luò)主令控制,,達(dá)到全線速度的協(xié)調(diào)與統(tǒng)一。
基于PC 的自動化---WinAC
WinAC是SIEMENS公司推出的基于PC的自動化控制,,WinAC具有PLC的功能但又不同于普通的PLC控制器,,其具有強(qiáng)大的計算功能、數(shù)據(jù)處理能力和PLC的計算速度,,更兼顧了PLC的運行可靠性特點,。其海量內(nèi)存貯器特別適合于大數(shù)據(jù)量計算、大量配方存貯與,。其計算功能與PC機(jī)相同,,可靠性與功能更可與PLC-S7-400比美,是千層酥成型機(jī)與烘爐機(jī)械設(shè)備控制zui的選擇:
*性
WinAC是基于的Windows操作平臺下的PLC控制器,,梯形圖編程,,因此有而嚴(yán)格的時序??刂铺貏e對于高速,、、復(fù)雜計算及嚴(yán)格時間要求的控制任務(wù),。
WinAC支持的Windows NT 下的OPC,、Active X 和DCOM 技術(shù)??刂坪屯ㄓ崈?nèi)核與的Windows NT任務(wù)的通訊由其內(nèi)置的代理完成,,因此相比普通的PLC控制器功能更強(qiáng)。
應(yīng)用程序
SIEMENS統(tǒng)一的組態(tài)STEP 7 是WinAC控制器的平臺,,包括通信組態(tài),、編程、和啟動以及文件的編制,,對于熟悉STEP7的工程師,,不需占用額外的培訓(xùn)時間,。

組態(tài)界面
開放式接口
WinAC提供的OPC控件接口及Active X控件接口,對于我們的應(yīng)用提供了極大的方便。
OPC 控制OLE 是一種通過Windows NT應(yīng)用程序自動存取數(shù)據(jù)的,,也是WinAC的特性,。使用OPC可以訪問控制驅(qū)動程序中的數(shù)據(jù):Active X 控件接口,不用編程直接從OLE 應(yīng)用程序訪問數(shù)據(jù),。這種功能使得我們可以在中借助于語言Visual Basic進(jìn)行更復(fù)雜的應(yīng)用,。
計算功能
WinAC提供強(qiáng)大的計算功能,與工業(yè)數(shù)據(jù),,之間建立起一條工作數(shù)據(jù)鏈路,。使得計算機(jī)能夠?qū)崟r處理數(shù)據(jù),完成復(fù)雜的測量控制與故障分析計算,,并能夠在Visual Basic中創(chuàng)建自己的HMI 前端或在大家熟知Excel中做統(tǒng)計分析,。在控制和PC 應(yīng)用程序之間數(shù)據(jù)信息流量。允許,、簡便地訪問并能顯示和修改數(shù)據(jù),。對于數(shù)據(jù)處理量大,要求內(nèi)存高的控制,,一般的PLC控制器難以勝任的工作,,用WinAC則可以解決,這是我們選用WinAC的理由,,也是SIEMENS給我們提供了一個而且經(jīng)濟(jì)的解決方案,。
四、原理結(jié)構(gòu)

全成型機(jī)共有18臺機(jī)組,,每臺機(jī)組配備一臺TD-200和CPU224控制器,,用于本機(jī)運行速度。面皮厚度的測控及參數(shù)顯示與給定設(shè)定,,其中9臺軋面機(jī)的PLC兼控面皮厚度,,實現(xiàn)面皮厚度閉環(huán)控制。18臺PLC與18臺變頻器分布于生產(chǎn)全線,,全部控制設(shè)備配備了-DP通訊接口板,,通過一條高可靠的PROFIBUS-DP現(xiàn)場總線組網(wǎng),實現(xiàn)統(tǒng)一的網(wǎng)絡(luò)結(jié)構(gòu),,分布式的控制,,方便的就地控制與操作。
除每臺機(jī)組可以單獨設(shè)定參數(shù)并監(jiān)控運行數(shù)據(jù)外,,成型機(jī)控制區(qū)設(shè)有一臺式人機(jī)界面,,通過PROFIBUS-DP網(wǎng)絡(luò)負(fù)責(zé)對成型區(qū)全部設(shè)備的實時監(jiān)控。在烘爐區(qū)設(shè)一臺15寸的屏式計算機(jī),通過PROFIBUS-DP對全生產(chǎn)線的設(shè)備進(jìn)行人機(jī)操作與監(jiān)控,、人機(jī)對話,、數(shù)據(jù)存貯、報表打印,、生產(chǎn),。
全生產(chǎn)線的主控制器是控制器WinAC, 擔(dān)負(fù)著生產(chǎn)線的主控PROFIBUS-DP網(wǎng)絡(luò)及網(wǎng)絡(luò)的任務(wù)控制的核心配方數(shù)據(jù)庫均由WinAC控制器完成為避免報表、打印,、人為操作對控制產(chǎn)生無法的影響,,本采用了在WinAC控制基礎(chǔ)上研制的硬件控制器--WB16, 除保存了基于PC自動化完整的優(yōu)點與特點外,更有設(shè)計堅固,、可擴(kuò)展性強(qiáng),、堅固的外殼設(shè)計電子硬盤無風(fēng)扇結(jié)構(gòu)的特點。整體的結(jié)構(gòu)設(shè)計針對抗振動抗沖擊的高防護(hù)等級,。集成的接口:U,、 10/100M以太網(wǎng)接口、PROFIBUS-DP/MPI工業(yè)現(xiàn)場總線鑄就了其主控制器的地位也保證了的與,。
軋面機(jī)面皮厚度控制
軋面皮厚度測控由光柵傳感器,、PLC 、步進(jìn)電機(jī)組成閉環(huán)實時監(jiān)控,。
面皮厚度通過KA-300光柵檢測,檢測精度為0.02mm,。
厚度反饋值由PLC處理后進(jìn)行PID計算并控制步進(jìn)馬達(dá),,形成閉環(huán)控制,機(jī)械累積誤差,。
閉環(huán)控制能夠?qū)崟r在線校正厚度,。產(chǎn)品。
五相步進(jìn)馬達(dá),,步角0.72度 輸出9KHz,V=1.95 A=0.75 N.M=0.45(4.5公斤力)

烘爐溫度控制
烘爐溫度分為8個區(qū)每區(qū)溫度都是一個閉環(huán)測控并配備有智能算法控制精度
可達(dá)到+1OC.
的熱電偶模塊進(jìn)行溫度采集面溫與底溫分別控制
控制可控硅調(diào)功器從而控制溫度.
SCR調(diào)功器的輸入為0—10V, 輸出功率可連續(xù)調(diào)節(jié)三相平衡式調(diào)功器共8個調(diào)
功器
溫區(qū)煙囪根據(jù)配方調(diào)節(jié)開度進(jìn)行流量控制
自動檢測鋼帶打滑并自動
智能閉環(huán)控制算法,自適應(yīng)參數(shù)整定功能
中控站可進(jìn)行溫度設(shè)定與溫度

五,、測控實現(xiàn)的功能
中文動態(tài)人機(jī)操作界面,設(shè)備運行狀態(tài)動態(tài)顯示,,電氣參數(shù),、工藝參數(shù)、實時顯示,,
具備實時曲線顯示,、歷史曲線顯示、大型動態(tài)數(shù)據(jù)庫,,提供年報表,、月報表、日報
表和隨機(jī)打印報表的功能;
通過監(jiān)控站可監(jiān)測與控制現(xiàn)場設(shè)備的開/停,,干預(yù)生產(chǎn)
彈出菜單進(jìn)行參數(shù)設(shè)置,、更改;包括速度設(shè)定,、溫度設(shè)定,、厚度設(shè)定、訂單更改,、訂單參數(shù)設(shè)置,,并能下傳至現(xiàn)場控制器PLC單元,更改工藝參數(shù)和控制,;
配方參數(shù)設(shè)置:可根據(jù)生產(chǎn)需要設(shè)置上百種配方,,使一線多能成為現(xiàn)實
美觀的立體動態(tài)設(shè)備圖形和工藝運行圖界面
自動運行,電腦遠(yuǎn)程控制運行
內(nèi)置數(shù)據(jù)庫,、能進(jìn)行各類年報表,、月報表和日報表及即時報表,方便的打印與輸出功
能
口令保護(hù),、只有的人員可以相應(yīng)操作
提示與記錄數(shù)據(jù)庫
的厚度設(shè)定與厚度控制
全線速度同步與速度跟蹤,、整機(jī)同步聯(lián)控等功能
溫度設(shè)定、顯示,、與控制
煙道閥門開度調(diào)節(jié)與開度顯示
 您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)

















