6ES7422-1FH00-0AA0
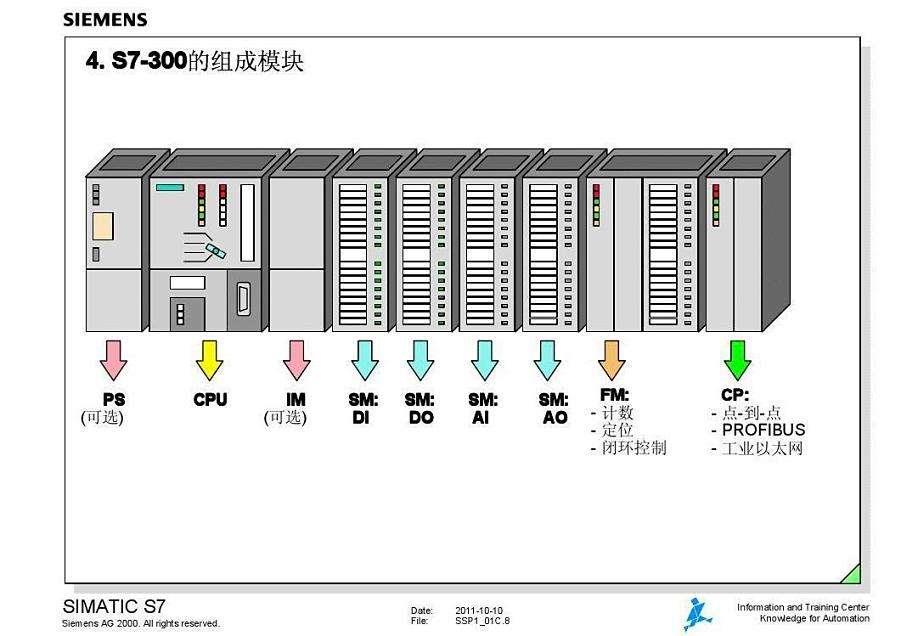
PLC本質(zhì)是一種于工業(yè)操控的計算機(jī),,其硬件結(jié)構(gòu)基本上與微型計算機(jī)相同,由電源,、處理單元(CPU),、輸入輸出接口電路、功用模塊,、通訊模塊等幾大部分構(gòu)成,。
異步通訊與同步通訊:
在串行通訊中,接納方和發(fā)送方的傳輸速率應(yīng)相同,,可是實際的發(fā)送速率和接納速率之間 是有一些微小的不同,,假如不采取辦法,在接連傳送很多的信息時,,將會積累差錯形成錯位,,使接納方收到錯誤的信息。為了處理這個問題,,需求發(fā)送和接納同步,。按同步的不同,能夠?qū)⒋型ㄓ嵎譃楫惒酵ㄓ嵑屯酵ㄓ崱?/span>
串行通訊的接口:
-485是RS-422A的變形,,RS485為半雙工,,只要一對平衡差分線,不能同時發(fā)送和接納,。運用RS-485通訊接口和雙絞線能夠組成串行通訊網(wǎng)絡(luò),。構(gòu)成散布,網(wǎng)絡(luò)中能夠有32個站,。
S7-200模塊支持的PPI,、MPI和PROFIBUS-DP協(xié)議以RS-485為硬件根底,S7-200PLC模塊通訊接口對錯隔離型的RS-485接口,,共模電壓為12V,。關(guān)于這類通訊接口,他們之間的地電位對錯常重要的,,好將他們的地參考點鏈接在一起,,紛歧定要接地,。在S7-200PLC模塊聯(lián)網(wǎng)時,應(yīng)該所有的OYES PLC模塊輸出的傳感器電源的M端子用導(dǎo)線鏈接起來,。M端子實際上是A,、B線的0V參考點。在S7-200PLC模塊與變頻器通訊時,,應(yīng)該所有變頻器通訊端口是M端子連接起來,,并與CPU上的傳感器電源的M端子相連接。
在 Internet 上查找模板
可以從 Internet 上免費下載模板,。 而模板可以在客戶支持主頁上文章號 11765788 下
搜索到,。
2. 下載
下載內(nèi)容包括可在 WORD 中編輯的模板,以便為 S7-400 模塊貼標(biāo)簽,。
可以使用 S7-400 模板制作在前連接器蓋外側(cè)及前連接器板內(nèi)側(cè)接線圖上使用的標(biāo)簽
條,。
3. 在 WORD 中打開文件并且選擇頁面布局視圖以編輯模板。
4. 通過單擊文本框并且輸入相關(guān)應(yīng)用的名稱來標(biāo)注模塊,。
5. 務(wù)必先在白紙上打印表單以便進(jìn)行預(yù)先查看,,并且與原始標(biāo)簽頁進(jìn)行比較。 由于不同
的打印機(jī)以及打印機(jī)驅(qū)動程序之間會存在差別,,并且其打印精度和尺寸可能有所變
化,,因此可能需要進(jìn)行必要的調(diào)整。 如果行和列的間距設(shè)置不正確,,則可以用“標(biāo)題 >
圖片 > 位置”和“文件 > 頁面設(shè)置 > 頁邊距”來設(shè)置整個模板的位置,。
6. 打印一些模板時可能會出現(xiàn)下列消息: “頁邊距超出可打印區(qū)域。” 可忽略該消息,。
7. 打印完薄膜紙后,,一定先沿穿孔折疊標(biāo)簽條,然后將其分開,。 這樣將確保標(biāo)簽條的邊
沿平齊,。 隨后可以把標(biāo)簽條貼到相應(yīng)的模塊

將 CR 和 ER 互連
將接口模塊互連
裝配由一個 CR 和一個或多個 ER 組成的自動化系統(tǒng)時,通過接口模塊的連接電纜連接各
個機(jī)架,。
步驟
要連接各個接口模塊,,請按下列步驟進(jìn)行操作:
1. 確保準(zhǔn)備好自動化系統(tǒng)所需的全部連接電纜。 考慮裝配所容許的大電纜長度并檢查
電纜是否正確(參見“模塊規(guī)范”參考手冊),。
2. 從發(fā)送 IM 開始(中央機(jī)架中的接口模塊),。
3. 打開發(fā)送 IM 的外蓋。
4. 將*條連接電纜的插入連接器插入其中一個發(fā)送 IM 的內(nèi)孔連接器中,,并用螺釘擰
緊,。

如果希望將兩個 ER 連接到該發(fā)送 IM,請將第二個連接電纜的接頭插入發(fā)送 IM 的第
二個端口。
6. 合上發(fā)送 IM 的外蓋,。
7. 打開*個接收 IM(ER 中的接口模塊)的外
為風(fēng)扇部件設(shè)置線路電壓并接線
為風(fēng)扇部件設(shè)置線路電壓
檢查是否已將風(fēng)扇組件中的電壓選擇器開關(guān)設(shè)置為符合線路電壓(見圖),。
保險絲
風(fēng)扇部件有兩個標(biāo)準(zhǔn)保險絲:
● 一個 250mA 的慢速熔斷保險絲,用于 120 V 范圍,。
● 一個 160mA 的慢速熔斷保險絲,用于 230 V 范圍,。
在交付之前已經(jīng)安裝了用于 230 V 范圍的保險絲,。
說明
如果更改了電壓范圍,則也必須在風(fēng)扇部件中安裝適合該電壓范圍的保險絲,。 注意遵守
更換保險絲的說明,。
風(fēng)扇部件接線
1. 剝?nèi)ル娫淳€的外皮。 將線端套管安裝到導(dǎo)線上,。
2. 將線纜插入風(fēng)扇部件的電源接線端中,。 使用適當(dāng)螺絲刀松開電源接線端的彈簧觸點。
3. 小蓋是電源線的張力消除裝置,。 在提供的三種尺寸中選擇與電纜橫截面積相適應(yīng)的尺
寸,。
4. 把張力消除蓋擰緊
(1) 端子
(2) 張力消除裝置螺釘
(3) 張力消除
(4) 電纜
圖 5-10 為電源連接器接線
1. 擰緊張力消除裝置的螺釘,以正確保護(hù)電纜,。
2. 蓋上電源連接器的蓋子并擰上螺釘,。
小心
電源模塊或電源連接器可能遭到毀壞。
如果在帶電時插拔插座,,可能會損壞電源模塊或連接器,。
僅在斷電后才能插拔電源連接器。
插入電源連接器
僅當(dāng)安裝了電源模塊后才能夠插入連接器(擰緊下方的安裝螺釘),。
要將已接線的電源連接器插入電源模塊,,請按照下述步驟執(zhí)行:
1. 打開電源模塊的蓋子。
2. 將電源連接器插入模塊外殼的導(dǎo)槽中,。
為信號模塊接線
5.13.1 概述
步驟
分兩步將設(shè)備的傳感器和執(zhí)行器連接到 S7-400 信號模塊:
1. 為前連接器接線
將傳感器和執(zhí)行器的所有進(jìn)出的接線都連接到前連接器上,。
2. 固定前連接器
前連接器的三種類型
S7-400 信號模塊可用的前連接器有三種類型:
● 帶壓接型端子的前連接器
● 帶螺釘型端子的前連接器
● 帶彈簧型端子的前連接器。
5.13.2 準(zhǔn)備為前連接器接線
步驟
1. 將螺絲刀插入前連接器底部左側(cè)標(biāo)記的點,,然后撬起蓋子較低的一角,。
2. *打開蓋子。
3. 從底部將打開的蓋子向上拉并將蓋子向上轉(zhuǎn)出,。
為前連接器接線(彈簧型端子)
步驟
要為已準(zhǔn)備好的前連接器接線,,請按照下述步驟進(jìn)行操作:
1. 如果使用線末端套管,將電線的絕緣層剝?nèi)?10 毫米長,。 將套管壓接到導(dǎo)線上,。
或者將導(dǎo)線外皮剝?nèi)?8 到 10 毫米。
2. 用螺絲刀(0.5 x 3.5 mm DIN 5264)松開*個端子的彈簧觸點,。 從前連接器的底部開
始接線,。
可從三個位置松開各個彈簧觸點: 從前面,、從側(cè)面或從后面(參見下圖)。
3. 將*根線推入松開的彈簧觸點,,然后抽出螺絲刀,。
4. 重復(fù)步驟 2 和 3 處理其它所有電線。
6ES7422-1FH00-0AA0
在總裝車間的合車工位,,車身與底盤及動力總成*結(jié)合在一起,。西門子將合車工位從原來的1個人工工位細(xì)化成12個工位。其中,,只有4個工位需要配備工人,,其余全部是自動化完成。而每個螺絲的擰緊程度都被電腦錄入系統(tǒng)并保存直到車輛報廢,,確保每一項數(shù)據(jù)都是可追溯的,。在新的設(shè)計下,車身與底盤及動力總成的結(jié)合可以按照流水線的方式連續(xù)進(jìn)行,,減少了部件的等待時間,。
總裝車間承擔(dān)的另一個重任是通過生產(chǎn)的靈活性來配合寶馬對中國市場的精耕細(xì)作。今年5月,,華晨寶馬在中國正式啟動BMW專屬定制服務(wù),,首先應(yīng)用于BMW 5系車型,年內(nèi)推廣到BMW 3系和X1上,。
全新BMW 3系標(biāo)準(zhǔn)軸距,、長軸距和X1都是鐵西工廠目前生產(chǎn)的車型。為客戶提供專屬定制服務(wù),,意味著工廠要實現(xiàn)訂單式生產(chǎn),,這也是當(dāng)前汽車行業(yè)的一個發(fā)展趨勢。所謂訂單式生產(chǎn),,基本的做法是根據(jù)經(jīng)銷商獲得的訂單,,在工廠“按需生產(chǎn)”,從而很好地控制庫存,。隨著消費者個性化需求的增加,,訂單式生產(chǎn)又成為汽車廠家營銷的新——用戶可以根據(jù)自己的喜好選擇車型甚至車輛的配置,工廠再根據(jù)訂單實際要求進(jìn)行相應(yīng)的生產(chǎn),。
 您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)














