
您好, 歡迎來到化工儀器網(wǎng),! 登錄| 免費注冊| 產(chǎn)品展廳| 收藏商鋪|
您好, 歡迎來到化工儀器網(wǎng),! 登錄| 免費注冊| 產(chǎn)品展廳| 收藏商鋪|

13358116678
當前位置:江蘇九銘特鋼有限公司>>技術文章>>Incoloy 825
Incoloy 825
合金825
NS1402/0Cr21Ni42Mo3Cu2Ti
Nicrofer® 4221
W.Nr.2.4858
UNS N08825
825 鐵-鎳-鉻合金
825合金是鈦穩(wěn)定化處理的全奧氏體鎳鐵鉻合金,并添加了銅和鉬。該合金具有以下特性:
表1 牌號及標準
| 材料 牌號 | 標準 系列 | 標準 | |||||||
| 化學 成分 | 管材 | 板材 | 棒材 | 帶材 | 焊絲 | 鍛件 | |||
| 無縫管 | 焊接管 | ||||||||
| 美標 N08825 | ASME (SB) | 163 423 829 | 704 705 | 424 906 | 408 425 | 424 | AWS A5.14 | 564 | |
| 材料 牌號 | 標準 系列 | 標準 | |||||||
| 化學 成分 | 管材 | 板材 | 棒材 | 帶材 | 焊絲 | 鍛件 | |||
| 無縫管 | 焊接管 | ||||||||
| 國標 NS 1402 | GB/T | 15007 | 15011 | / | 2054 15009 15010 | / | 15008 | / | 26030 |
| NB/T | 47019 47047 | / | 47046 | / | / | / | 47028 | ||
表2 825合金化學成分
| 元素 | C | Si | Mn | P | S | Ni |
| N08825 | ≤0.05 | ≤0.5 | ≤1.0 | — | ≤0.03 | 38-46 |
| NS1402 | ≤0.05 | ≤0.5 | ≤1.0 | ≤0.03 | ≤0.03 | 38-46 |
| 元素 | Cr | Mo | Cu | Fe | Al | Ti |
| N08825 | 19.5-23.5 | 2.5-3.5 | 1.5-3.0 | ≥22 | ≤0.2 | 0.6-1.2 |
| NS1402 | 19.5-23.5 | 2.5-3.5 | 1.5-3.0 | 余量 | ≤0.2 | 0.6-1.2 |
Incoloy 825表3 物理性能
| 密度 | 8.14 g/cm³ |
| 熔點 | 1370~1400℃ |
表4 室溫和高溫典型物理性能
| 溫度 (℃) | 比熱 (J/Kg·℃) | 熱傳導率 (W/mk) | 電阻率 (μΩcm) | 彈性模量 (kN/mm2) | 常溫至溫度下的膨脹系數(shù)(10-6/K) |
| 20 | 440 | 10.8 | 112 | 195 | |
| 93 | |||||
| 100 | 462 | 12.4 | 114 | 190 | 14.1 |
| 200 | 488 | 14.1 | 118 | 185 | 14.9 |
| 204 | |||||
| 300 | 514 | 15.6 | 120 | 179 | 15.2 |
| 316 | |||||
| 400 | 540 | 16.9 | 124 | 174 | 15.6 |
| 427 | |||||
| 500 | 565 | 18.3 | 126 | 168 | 15.8 |
| 538 | |||||
| 600 | 590 | 19.6 | 126 | 161 | 16.0 |
| 649 | |||||
| 700 | 615 | 21.0 | 127 | 154 | 16.7 |
| 760 | |||||
| 800 | 655 | 23.2 | 128 | 142 | 17.2 |
| 871 | |||||
| 900 | 680 | 25.7 | 129 | 130 | 17.6 |
| 982 | |||||
| 1000 | 710 | 28.1 | 130 | 119 | 17.9 |
以下是相應規(guī)格825合金退火(穩(wěn)定化退火)后的機械性能,。
表5 800L和800常溫下合金機械性能
| 合金和狀態(tài) | 抗拉強度,,MPa | 0.2%屈服強度,,MPa | 延伸率A5,,% |
| 管材 | |||
| 換熱管(退火) | ≥586 | ≥241 | ≥30 |
| 熱加工退火 | ≥517 | ≥172 | ≥30 |
| 冷加工退火 | ≥586 | ≥241 | ≥30 |
| 熱加工 | — | — | — |
| 板材 | |||
| 熱軋、冷軋(退火) | ≥586 | ≥241 | ≥30 |
| 鍛件 | |||
| 鍛件(退火) | ≥586 | ≥241 | ≥30 |
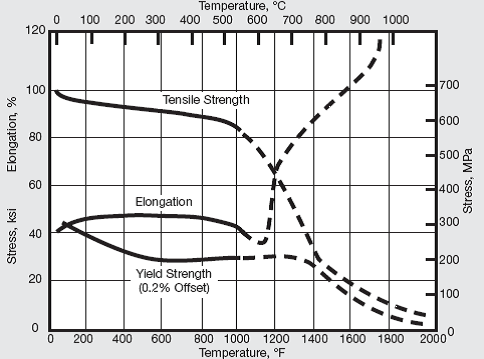
圖1 棒材的高溫力學性能(實線表示典型的使用溫度)
ISO V 型缺口沖擊韌性
室溫時的平均值: 縱向 ≥150 J/cm2,;橫向 ≥100 J/cm2
825合金具有穩(wěn)定的面心立方結構,。化學成分和恰當?shù)臒崽幚肀WC了耐腐
蝕性不受敏化性的削弱,。
825合金是一種通用的工程合金,,在氧化和還原環(huán)境下都具有抗酸和堿金屬腐蝕
性能高鎳成份使合金具有有效的抗應力腐蝕開裂性。在各種介質(zhì)中的耐腐蝕性都很好,,如硫酸,、磷酸、硝酸和有機酸,,堿金屬如氫氧化
鈉,、氫氧化鉀和鹽酸溶液。
825合金較高的綜合性能表現(xiàn)在腐蝕介質(zhì)多樣的核燃燒溶解器中,,如硫酸,、硝酸
和氫氧化鈉都在同一個設備中處理。
825合金廣泛應用于各種使用溫度不超過550℃的工業(yè)領域,。典型應用為:
825合金在一般的工業(yè)過程中都易于加工。
預熱
溫度控制對于保證合金的耐腐蝕性能不受敏化性的削弱非常重要,。工件在加熱之前和加熱過程中都必須進行表面清理,,保持表面清潔,。若加熱環(huán)境含有硫、磷,、鉛或其他低熔點金屬,,825合金將變脆。雜質(zhì)來源于做標記的油漆,、粉筆,、潤滑油、水,、燃料等。燃料的硫含量要低,,如液化氣和天然氣的雜質(zhì)含量要低于0.1%,,城市煤氣的硫含量要低于0.25g/m3,石油氣的硫含量低于0.5%是理想的,。
熱處理在真空電阻爐或惰性氣體保護氣氛中進行,,因為這樣可以控溫確并且不受雜質(zhì)污染。若燃氣的雜質(zhì)含量較低時也可考慮使用燃氣加熱爐,,這樣可以得到中性或弱氧化性的氣氛,。應避免爐氣成分在氧化性和還原性中波動,燃燒火焰不能直接燒向工件,。
熱加工
825合金合適的熱加工溫度為1150-900℃,,冷卻方式可以是水淬或快速空冷。熱加工時,,工件可以直接送入已經(jīng)到溫的爐子,。爐子到溫后,材料的保溫時間為每100mm 厚度60 分鐘,。保溫到規(guī)定的時間后立即出爐,,在規(guī)定的溫度范圍內(nèi)加工。如果金屬的溫度降到低加工溫度以下,,應再次加熱,。熱加工后應及時退火以保證得到佳的耐腐蝕性能和適合的晶體結構。
冷加工:
冷加工應在固溶處理后進行,,825合金的加工硬化率和奧氏體不銹鋼接近,,因此加工設備應作相應調(diào)整。在冷加工量較大時應有中間退火過程,。當終冷變形量大于15%時需要終穩(wěn)定化處理,。
熱處理:
軟化退火或穩(wěn)定化處理的溫度范圍是920-980℃,合適為940±10℃,。對于厚度大于1.5mm 的工件推薦采用水淬或快速空冷以得到大的抗蠕變性,。在熱處理過程中,,都要注意前面提到的關于保持清潔的事項。
打磨和酸洗
在825合金工件焊縫附近的氧化物要比不銹鋼的更難以去除,,需要用細砂帶或砂輪打磨,。為保持金屬的光澤,打磨時要非常小心,。在硝酸和的混合酸中酸洗之前,,也要用砂紙去除氧化物或進行鹽浴預處理。酸洗的時間尤其要注意,。
機加工
825合金的機加工需在固溶處理后進行,,要考慮到材料的加工硬化性,與奧氏
體不銹鋼不同的是,,需要采用低表面切削速度和重進刀量,。
在對鎳基材料進行焊接時,應遵循以下規(guī)程:
1. 工作場地:工作場地應單獨分開或與碳鋼的加工區(qū)域有足夠遠的距離,,盡可能保持清潔,,設有隔板并避免兩區(qū)域間通風;
2. 工作服和輔助用品:應佩戴干凈的細紋皮手套,,穿著干凈的工作服,。
3. 工具和機器設備:應該有鎳基合金和鎳鉻鋼的工具,鋼絲刷應采用不銹鋼材料制成,,機器設備如剪切機,、沖床、軋機等應該蓋上氈,、紙板或塑料紙以防鐵碳金屬掉在機器表面而使加工材料粘上,,導致腐蝕。
清理:
需用丙酮對母材焊接區(qū)域的基體金屬和填充合金(如焊條)進行清潔,,注意不能
使用三氯乙烯TRI,、全氯乙烯PER 和四氯化物TETRA。
邊緣準備:
采用機加工,,如車,、銑、刨,,也可以進行等離子切割,,若采用后者,切割邊
緣(焊接面)一定要研磨干凈平整,,允許不過熱的精磨,。母材的焊接邊緣大約25mm 寬的區(qū)域必須打磨至光亮金屬變面。
坡口角度:
與碳鋼相比,,鎳基合金和特種不銹鋼的物理性能特點主要是低的熱導率和高的膨
脹系數(shù),,這些特性都要在焊接坡口準備時予以考慮,,包括加寬底部間隙(1-3mm),同時由于熔融金屬的粘滯性,,在對接焊時應采用更大的坡口角度(60-70°)以抵消材料的收縮,。
起弧:
不能在工件表面起弧,,應在焊接面起弧,,以防起弧點導致腐蝕。
焊接工藝:
825合金適合采用傳統(tǒng)焊接工藝與同種材料或其他金屬焊接,,如鎢電極惰性氣體保護焊,、等離子弧焊、手工亞弧焊,、金屬極惰性氣體保護焊,、熔化極惰性氣體保護焊,其中脈沖電弧焊是方案,。在采用手工電弧焊時,推薦使用(Ar+He+H2+CO2)
多種成份混合的保護氣體,。
825合金的焊接必須在退火態(tài)進行,,并使用不銹鋼絲刷清理干凈污漬、粉塵和各種記號,。在焊縫根部焊接時,,為得到佳的根部焊縫質(zhì)量,操作必須非常小心(氬氣
99.99),,這樣在根部焊接完后焊縫就不產(chǎn)生氧化物,。焊接熱影響區(qū)產(chǎn)生的顏色要在焊縫區(qū)域未冷卻時用不銹鋼刷刷去。
請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業(yè)自行提供,,信息內(nèi)容的真實性,、準確性和合法性由相關企業(yè)負責,,化工儀器網(wǎng)對此不承擔任何保證責任。
溫馨提示:為規(guī)避購買風險,,建議您在購買產(chǎn)品前務必確認供應商資質(zhì)及產(chǎn)品質(zhì)量,。

