 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網

電子手輪的多功能應用
一、概述
DC24V-PLC電子手輪,,在原理上相當于一個增量或脈沖編碼器,,輸出脈沖100P/R(脈沖/每回轉),電子手輪的圖片如圖1,。

圖1 電子手輪圖片
二,、電子手輪的主要應用
電子手輪即手搖脈沖發(fā)生器(Manual Pulse Generator,也稱為手輪,、手脈、手動脈波發(fā)生器等),用于教導式CNC 機械工作原點設定,、步進微調與中斷插入等動作,。
三、電子手輪的特殊用法
(一)功能描述
本示例中用電子手輪來實現(xiàn)對液壓比閥的流量和壓力的控制,,因為比例閥是模擬量的信號,,以前傳統(tǒng)控制比例閥的應用是通過模擬量來進行控制的,模擬量通過連接電位器來控制給定進給量的大小,,所以很難控制,。
本工程中選用ET200SP 的TM COUNT 1*24V的模塊來接電子手輪,編碼器的信號類型用脈沖A和方向B,來實現(xiàn)對電子手輪的數(shù)據的接收與處理,。電子手輪接工藝模塊具體的用法,,跟TM 工藝模塊連接增量編碼器或脈沖編碼器的用法是一致的,,這里不在贅述。
(二)特殊功能的工藝
圖2中的電子手輪,,要實現(xiàn)三個功能的相互切換,,下面以調整模式為例來對此功能進行闡述:
在調整模式下,系統(tǒng)默認的為速度功能,,同時,,在調整模式下可以選擇壓力或修正值模式,若選擇速度模式,,按一下速度功能的帶燈按鈕,,速度的指示燈會亮,旋轉電子手輪,,速度值在變化,,此時壓力與修正值保持原來的值不變;若選擇壓力模式,,按一下壓力功能的帶燈按鈕,,壓力的指示燈會亮,旋轉電子手輪,,壓力值在變化,,此時速度值保持上次切換過來時的終值保持不變,修正值保持原來的值不變,;若選擇修正值功能,,按一下修正值功能的帶燈按鈕,修正值的指示燈會亮,,旋轉電子手輪,,修正值在變化,此時速度值保持上次切換過來時的終值保持不變,,此時壓力值保持上次切換過來時的終值保持不變,。

圖2 電子手輪的功能切換圖
(三)電子手輪的功能切換(程序的實現(xiàn))
1.手輪的功能切換是通過脈沖沿+置位與復位指令來實現(xiàn)的,具體實現(xiàn)圖3,。
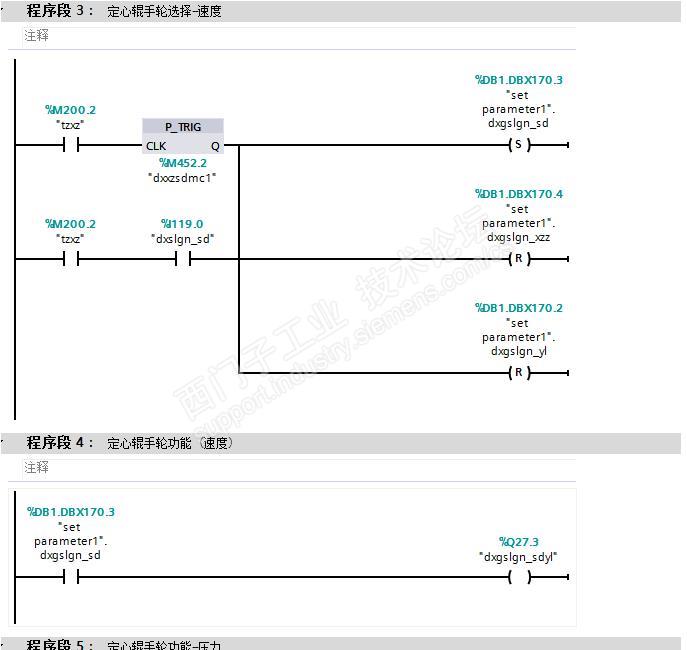
圖3 手**能的切換程序
2.高速計數(shù)的標準塊,,使用了以下管腳(如圖4):
輸入參數(shù):
(1)軟件開門功能 SwGate (2)錯誤確認功能ErrorAck (3)裝載新計數(shù)值的執(zhí)行功能SetCountValue
輸出參數(shù):
(1)硬件狀態(tài)StatusHW (2)門狀態(tài)StatusGate (3)捕捉值CapturedValue (4) 故障 Error (5) 計數(shù)值CountValue

圖4 高速計數(shù)標準塊的應用
3.因為本手輪的使用有效值規(guī)定為-200至200,所以需要編程來對超出上限與低于下限的值進行處理,,具體處理如圖5~圖6,。

圖5 上下限裝載值程序
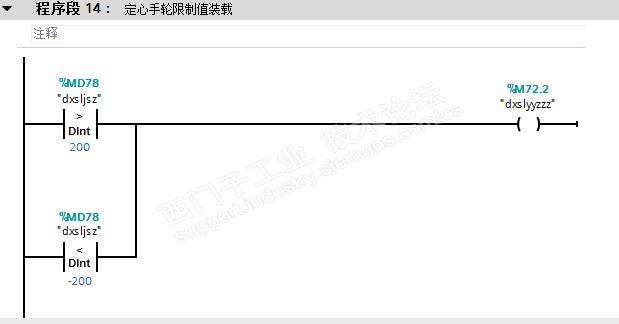
圖6 使能裝載值
本段程序是超出上限或低于下限,激活裝載新值功能,,讓計數(shù)值始終在上限值或下限值之間,。
4.切換功能后,原來的功能保持退出時的值保持不變,新切換的功能從切換過來的值開始計數(shù),。具體實現(xiàn)如圖7~圖8,。
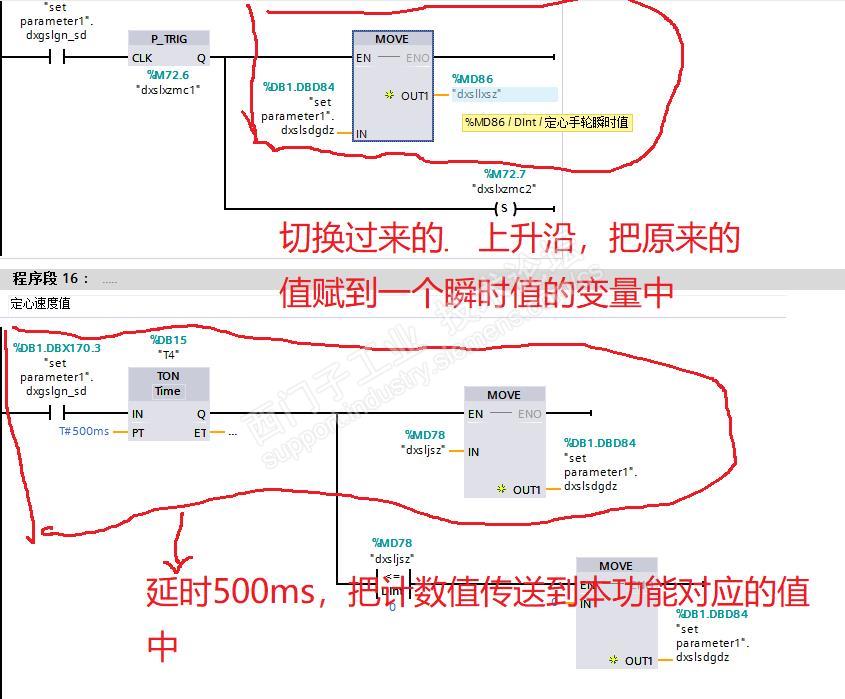
圖7 賦新值程序

圖8 賦完新值后,計數(shù)按照賦進來的新值開始計數(shù)
5.說明:以定心速度為例,。當定心速度供能切換過來時,,首先把定心速度原來的值賦給瞬時值變量,然后把瞬時值變量賦給對應工藝對象的新計數(shù)值“Newcountvalue”,同時激活裝載新計數(shù)值的執(zhí)行功能SetCountValue,,這時計數(shù)器的當前值已經變成了新賦值過來的值,,延時300ms,本功能關掉,,接下來時500ms的延時到,,計數(shù)值按照當前值開始計數(shù),因此屏幕上看到的數(shù)是從上次的值開始計數(shù)的,,因為時間很短,,并且正常操作時按下鈕反映的時間也至少有500ms以上,因此在感覺上是一個無憂的切換,。