 您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)
















產(chǎn)品分類品牌分類
-
西門子可編程序控制器 西門子模擬量輸出輸入模塊 西門子數(shù)字量輸出輸入模塊 西門子通訊處理器模塊 西門子S7-1500 西門子SMART200 西門子S7-1200 西門子S7-400 西門子S7-300 西門子S7-200 西門子ET200S 6ES7153-1AA03-0XB0 6ES7307-1BA01-0AA0 6ES7307-1EA01-0AA0 6ES7307-1KA02-0AA0 6ES7952-0BA12-0XA0 6ES7972-0BA42-0XA0 6ES7972-0BB12-0XA0 6ES7972-0BA52-0XA0 6ES7972-0BB52-0XA0 6XV1830-0EH10 6XV1840-2AH10 6XV1830-3EH10
產(chǎn)品簡介
詳細介紹
西門子代理商 西門子6ES7288-1SR60-OAAO 西門子6ES7288-1SR60-OAAO
型號 | CR40 | SR20 | SR40 | SR60 | ST40 | ST60 |
|---|---|---|---|---|---|---|
高速計數(shù) | 4 路 30 kHz | 4 路 60 kHz | 4 路 60 kHz | 4 路 60 kHz | 4 路 60 kHz | 4 路 60 kHz |
高速脈沖輸出 | - | - | - | - | 3 路 100 kHz | 3 路 100 kHz |
通信端口 | 2 | 2 ~ 3 | 2 ~ 3 | 2 ~ 3 | 2 ~ 3 | 2 ~ 3 |
最大開關量 I/O 3) | 40 | 148 | 168 | 188 | 168 | 188 |
最大模擬量 I/O 3) | - | 24 | 24 | 24 | 24 | 24 |
3) 不包括信號板擴展的I/O
信號板
對于少量的 I/O 點數(shù)擴展及更多通信端口的需求,,全新設計的信號板能夠提供更加經(jīng)濟、靈活的解決方案,。
信號板基本信息:
型號 | 規(guī)格 | 描述 |
|---|---|---|
SB DT04 | 2DI/2DO 晶體管輸出 | 提供額外的數(shù)字量I/O 擴展,支持2 路 |
SB AQ01 | 1AO | 提供額外的模擬量I/O 擴展,,支持1 路 |
SB CM01 | RS232/RS485 | 提供額外的RS232 或RS485 串行通信接 |
信號板組態(tài):
在系統(tǒng)塊選擇標準型CPU模塊后,,SB選項里會出現(xiàn)上述三種信號板:
- 選擇SB DT04 時,,系統(tǒng)自動分配I7.0 和Q7.0 做為I/O 映像區(qū)的起始位
- 選擇SB AQ01 時,系統(tǒng)自動分配AQW12 做為I/O 映像區(qū)
- 選定SB CM01 時,,在端口類型設置框里選擇RS232 或RS485 即可
![]()
功能
網(wǎng)絡通信
S7-200 SMART CPU 模塊本體集成1 個以太網(wǎng)接口和1 個RS485 接口,,通過擴展CM01 信號板,其通信端口數(shù)量最多可增至3 個,??蓾M足小型自動化設備連接觸摸屏、變頻器等第三方設備的眾多需求,。
- 以太網(wǎng)通信
所有CPU 模塊標配以太網(wǎng)接口,,支持西門子S7 協(xié)議,、TCP/IP 協(xié)議、有效支持多種終端連接:- 可作為程序下載端口(使用普通網(wǎng)線即可)
- 與SMART LINE HMI 進行通信
- 通過交換機與多臺以太網(wǎng)設備進行通信,,實現(xiàn)數(shù)據(jù)的快速交互
- 最多支持4 個設備通信
- 串口通信
S7-200 SMART CPU 模塊均集成1 個RS485 接口,,可以與變頻器、觸摸屏等第三方設備通信,。如果需要額外的串口,,可通過擴展CM01 信號板來實現(xiàn),信號板支持RS232/RS485 自由轉(zhuǎn)換,,最多支持4 個設備,。串口支持下列協(xié)議:- Modbus-RTU
- PPI
- USS
- 自由口通信
- 與上位機的通信
通過PC Access,操作人員可以輕松通過上位機讀取S7-200 SMART 的數(shù)據(jù),,從而實現(xiàn)設備監(jiān)控或者進行數(shù)據(jù)存檔管理,。
(PC Access 是專門為S7-200 系列PLC 開發(fā)的OPC 服務器協(xié)議,專門用于小型PLC 與上位機交互的OPC 軟件)
運動控制
三軸 100 kHz 高速脈沖輸出,,*實現(xiàn)精確定位.
- 運動控制基本功能
- 標準型晶體管輸出CPU 模塊,,ST40/ST60 提供3 軸100 kHz 高速脈沖輸出,支持PWM(脈寬調(diào)制)和PTO 脈沖輸出
- 在PWM 方式中,,輸出脈沖的周期是固定的,,脈沖的寬度或占空比由程序來調(diào)節(jié),可以調(diào)節(jié)電機速度,、閥門開度等
- 在PTO 方式(運動控制)中,,輸出脈沖可以組態(tài)為多種工作模式,包括自動尋找原點,,可實現(xiàn)對步進電機或伺服電機的控制,,達到調(diào)速和定位的目的
- CPU 本體上的Q0.0,Q0.1 和Q0.3 可組態(tài)為PWM 輸出或高速脈沖輸出,,均可通過向?qū)гO置完成上述功能
- PWM 和運動控制向?qū)гO置
為了簡化您應用程序中位控功能的使用,,STEP 7- Micro/WINSMART 提供的位控向?qū)Э梢詭椭趲追昼妰?nèi)全部完成PWM、PTO 的組態(tài),。該向?qū)Э梢陨晌豢刂噶?,您可以用這些指令在您的應用程序中對速度和位置進行動態(tài)控制。
PWM 向?qū)гO置根據(jù)用戶選擇的PWM 脈沖個數(shù),, 生成相應的PWMx_RUN 子程序框架用于編輯,。
運動控制向?qū)ё疃嗵峁? 軸脈沖輸出的設置,脈沖輸出速度從20 Hz 到100 kHz 可調(diào),。
- 運動控制功能特點
- 提供可組態(tài)的測量系統(tǒng),,輸入數(shù)據(jù)時既可以使用工程單位(如英寸或厘米),也可以使用脈沖數(shù)
- 提供可組態(tài)的反沖補償
- 支持,、相對和手動位控模式
- 支持連續(xù)操作
- 提供多達32 組運動動包絡,,每組包絡最多可設置16 種速度
- 提供4 種不同的參考點尋找模式,,每種模式都可對起始的尋找方向和最終的接近方向進行選擇

輪機上的“骰子”
西門子正在使用攝影測量技術來快速精確地測量輪機部件,從而加快部件處理過程并確保它們符合技術規(guī)格,。
在位于德國米爾海姆的西門子蒸汽輪機工廠中,,重達14噸的閥體靜靜地躺在木枕上,看起來就像巨人線條起伏的膝蓋,。閥體表面布滿了外形與骰子類似的帶有白色斑點的黑色標記物,。借助攝影測量技術,工程師可以不使用卷尺或量角器,,直接對這些龐大部件的三維尺寸進行測量,。這項技術已在米爾海姆的工廠內(nèi)使用,標志著西門子首次將這種技術應用于輪機測量,。
節(jié)約時間
攝影測量技術并非新興技術,。早在19世紀中葉,它就已經(jīng)被用于測量建筑物了,。在過去20年間,,它也曾被用于從空中測量地球表面。利用這種技術,,用戶可以根據(jù)從多個不同角度拍攝的照片,,計算出三維物體的外形尺寸。在此過程中,,相關軟件將找出不同圖像中的匹配細節(jié),,再利用這些匹配點根據(jù)相機已知的成像屬性重構物體的三維形狀。

借助這些特制組件,,工程師可以快速精確地測量輪機部件,。
為了測量輪機部件的三維尺寸,工程師需要在部件表面鉆出許多小孔,,整個過程耗時約兩小時,。這些小孔還有另一個作用,即作為數(shù)控銑削的參考點,。當攝影測量技術檢測出偏差時,它們可以作為數(shù)控銑削的參考點,,幫助消除偏差,。
攝影測量過程將采用配備無失真鏡頭的單反相機拍攝部件。由于每張照片都必須顯示至少4個標記物,,所以一個閥體需要拍攝約200張照片,。
在過去,借助卷尺,、指南針和特制劃線臺等工具人工測量這樣的部件要耗費長達24小時,。機械工程師Sven Illberger是米爾海姆工廠的3D測量技術專家,。他表示:“測量大型組件是我們生產(chǎn)過程中遇到的主要瓶頸。”

首先,,西門子專家將標記物裝到部件上,。

然后,從各個角度對部件拍照,。

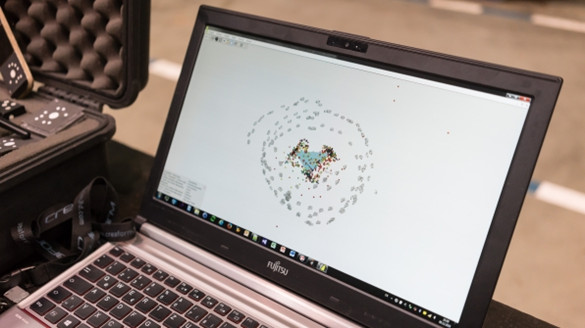
使用專門軟件,,利用照片計算出所拍攝標記物的位置及部件的外形尺寸。
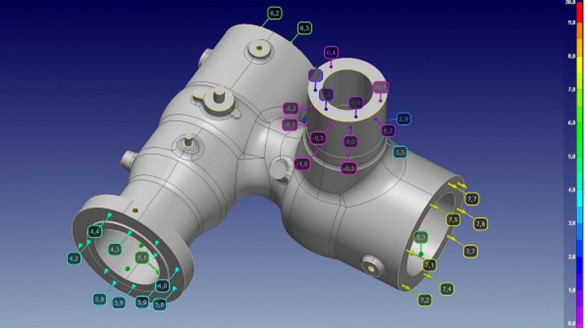
最后,,對比通過攝影測量得到的數(shù)值與CAD模型中的設定值,,比較結果顯示二者偏差在毫米級。
對比實物部件與CAD模型
完成對輪機部件的拍照后,,專門軟件將對圖像進行處理,,將標記孔變成點云,計算出部件的三維形狀尺寸,。
然后,,軟件會借助西門子的專業(yè)知識進一步處理這些信息。在此過程中,,軟件將對比通過攝影測量得到的實際數(shù)據(jù)與CAD模型中的設定值,。通常,二者的差距僅有幾毫米,。對比完成后,,多余的金屬須被銑削掉。

對部件完成攝影測量后,,得到的數(shù)據(jù)將被轉(zhuǎn)換成數(shù)控銑削的工序,,以消除檢測得的偏差。
米爾海姆工廠的質(zhì)量保證團隊已使用攝影測量技術約一年左右,。此方法尤其適用于尺寸超過一米,,且不要求加工公差小于半毫米的部件。從機車到風機的轉(zhuǎn)子葉片,,西門子有許多這樣的產(chǎn)品,。但是,米爾海姆的工程師計劃將攝影測量技術先應用于測量其他輪機部件,。Illberger表示,,他們正在與柏林的西門子燃氣輪機生產(chǎn)工廠和萊比錫的壓縮機生產(chǎn)工廠探討實施的可能性。供應商也可采用攝影測量技術來進行最終檢查,,提高精度并加速對輪機部件的處理過程,。
此外,位于印度尼西亞芝勒貢的西門子工廠也將引入攝影測量技術,。這座工廠主要為蒸汽輪機提供鋼制部件,。Illberger稱,,越早在制造過程中使用攝影測量技術,在處理輪機部件時節(jié)省的時間和金錢也就越多,。他補充道:“我們已朝大型部件的數(shù)字化邁出了一大步,。”