 您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)

不同真空范圍內(nèi)抽氣時間計算
根據(jù)真空系統(tǒng)的使用目的而決定所需的真空度和抽氣時間,,然后選擇合適的真空泵,。本節(jié)介紹不同真空范圍內(nèi)的抽氣時間計算。
1,、大氣壓-低真空領(lǐng)域的抽氣時間計算
這里所指的低真空領(lǐng)域,,是指真空度在100 KPa至0.2 KPa,低真空領(lǐng)域真空腔體和泵的連接管內(nèi),,氣體分子是黏性流時,,抽氣時間可以通過初期壓強p1、到達壓強p2,、抽氣速度S和容積V(含配管)來計算,。
式中 p1———初期壓強(大氣壓)[Pa];
p2———到達壓強[Pa],;
t———抽氣時間[min],;
V———容積[L];
Se———實際抽氣速度[L/min],。
考慮到導管和閥門的瓶頸效應,,實際抽氣速度大致可以估算為理論抽氣速度的80%。
2,、中真空領(lǐng)域的抽氣時間計算
這里所指的高真空至超高真空領(lǐng)域,是指真空度在200 Pa 至 0.2Pa之間,,中真空領(lǐng)域?qū)Ч軆?nèi)的氣體分子,處于黏性流和分子流的中間狀態(tài),不能單純地像低真空或下面第三章節(jié)講解的高真空那樣簡單地計算,。一般情況下,,通過兩種方式分別計算抽氣時間,然后取計算值較大的結(jié)果,。
真空抽氣要考慮的要素:
(1)到達真空度,;
(2)抽氣速度;
(3)導通率,;
(4)實際抽氣速度,;
(5)氣體放出率;
(6)漏率,。
用真空泵對真空腔體抽氣時,,初腔體內(nèi)的壓強迅速降低,但是經(jīng)過一段時間后壓強下降變緩,,并且趨于一個恒定值,。導致這種現(xiàn)象的主要原因是材料的表面放氣。如圖1所示,,壓強變化的不同領(lǐng)域,,分別稱之為空間抽氣和表面抽氣。為了進一步提高真空度,,通常采用的對策如下:
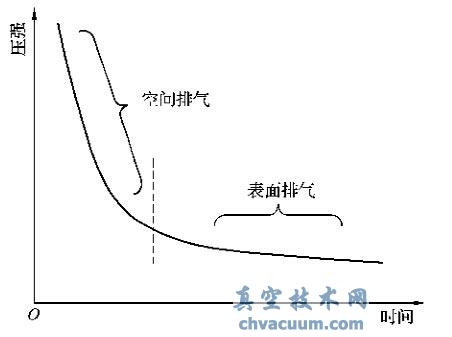
圖1 壓強和抽氣時間的關(guān)系
(1)選擇表面放出氣體少的材料,;
(2)通過電解拋光等手段,減小材料表面積,,繼而減少氣體分子的吸附
(3)對腔體進行烘烤,促進表面吸附氣體的放出,。
3,、高真空-超高真空領(lǐng)域的抽氣時間計算
這里所指的高真空至超高真空領(lǐng)域,是指真空度在0.2Pa以下,,對于高真空領(lǐng)域,,要充分考慮容器壁以及容器內(nèi)物體的氣體放出,因此,,抽氣時間和抽氣速度的計算方法和低真空領(lǐng)域不同,。
式中 p(t)———到達壓強;
Se———實際抽氣速度,;
Ql———腔體漏氣量,;
Qg(t)———腔體內(nèi)部放出氣體量;
p0———初期壓強,。
氣體的放出量Qg(t)隨著時間t而減少,。計算開始時,假定一個抽氣時間,根據(jù)當時的放氣量來求得到達的真空度,。如果計算結(jié)果p(t)和所需的真空度不一致,,則重新假定時間,根據(jù)新假設時間的氣體放出量再次計算,。不斷重復,,終讓p(t)在所需的真空范圍內(nèi)。
高真空領(lǐng)域的抽氣時間計算遠比低真空領(lǐng)域復雜,。真空腔體的內(nèi)表面經(jīng)過酒精清洗和150~200℃烘烤處理的兩種情況下,,后者的氣體放出會減少10%左右,因此使用同樣的抽氣泵所能到達的真空度也會更高一些,。
真空腔體內(nèi)的部件形狀和材質(zhì)也極大地影響到達的真空度和抽氣時間,。如果使用了樹脂類材料,則到達的真空度會比單純考慮金屬表面的氣體放出要差2~3個數(shù)量級,。內(nèi)部使用螺釘時,,螺紋部殘留的氣體隨著抽氣時間緩慢放出。為了加速螺紋部的氣體放出,,要在螺釘中心穿孔,,或在螺紋側(cè)面開一個出氣孔(圖2)。因此,,內(nèi)部構(gòu)造越復雜,,影響真空的因素就越多,要獲得高真空,,設計上就更需要經(jīng)驗,。
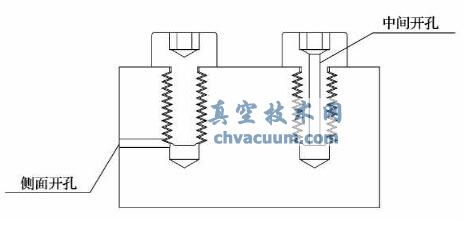
圖2 螺紋部的抽氣示意圖