 您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)

0.4KW西門子V90伺服電機(jī)1FL6034-2AF21-1AA1
 | 1FL6034-2AF21-1AA1 SIMOTICS S-1FL6 工作電壓 230 V 三相交流 PN=0.4 kW,;NN=3000 U/min M0=1.27 Nm,;MN=1.27 Nm 軸高度 30 mm 增量編碼器 TTL 2500 增量/轉(zhuǎn) 帶滑鍵 公差 N 無駐車制動器 防護(hù)等級 IP65 帶密封圈 與變頻器兼容 SINAMICS V90 |
| ||||
回零位置不準(zhǔn)
尋零速度設(shè)置的太快,、零點(diǎn)開關(guān)信號不穩(wěn)定,、回零方式請選擇"外部零開關(guān)+編碼器零脈沖",。
 工藝對象模式下,,值編碼器掉電后零點(diǎn)丟失
工藝對象模式下,,值編碼器掉電后零點(diǎn)丟失
• 編碼器損壞,。
• 是否使用的是“直接設(shè)置零點(diǎn)”的回零方式,,應(yīng)使用MC_HOME選擇模式7;,。
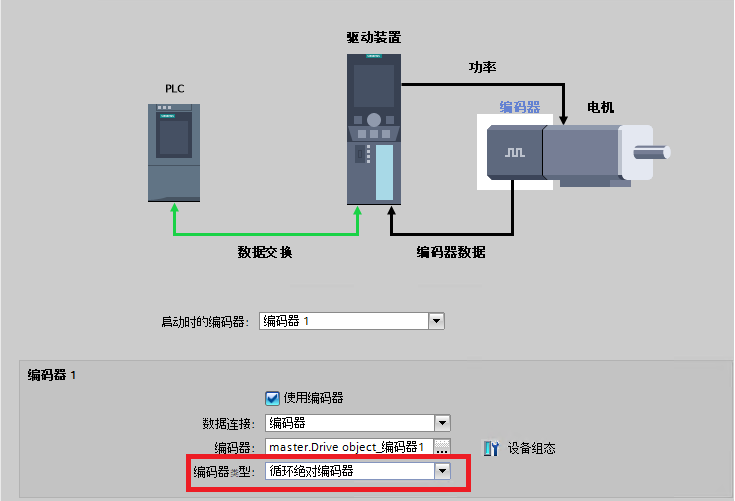
• 工藝對象配置時單圈值編碼器電機(jī)是否激活了循環(huán)選項(xiàng),。
1500(T) 可以控制多少個位置軸
不同的CPU可以帶的TO數(shù)量,大配置數(shù)量如下:
CPU 1511/1513: 6 axis
CPU 1515/1516: 30 axis
CPU 1517: 96 axis
CPU 1518: 128 axis
控制軸數(shù)的多少直接影響控制性能,,根據(jù)實(shí)際需要決定配置數(shù)量,。應(yīng)使用TIA Selection Tool或SIZER選型軟件進(jìn)行選型配置。
1500(T) 通過工藝對象TO,,怎樣組態(tài)V90 PN
需注意,,在組態(tài)1500工藝對象時,首先在網(wǎng)絡(luò)組態(tài)時應(yīng)該使用V90 HSP文件組態(tài)V90 PN,,且必須采用IRT通信方式,,小通信循環(huán)周期為2ms.
軸的機(jī)械參數(shù)、減速比,、螺距,、模態(tài)范圍,、加減速度、限位,、模態(tài)范圍等在哪里設(shè)置
在軸的工藝對象組態(tài)畫面中進(jìn)行設(shè)置.
1500(T) 在博途中通過HSP配置V90 PN時,,找不到對應(yīng)產(chǎn)品訂貨號如何解決
安裝的V90 HSP文件與博途版本要一致:
- HSP_V15_1_0185_002_Sinamics_V90_PN 對應(yīng) TIA Portal V15.1
- HSP_V15_0185_004_V90_PN 對應(yīng) TIA Portal V15
1500 可以實(shí)現(xiàn)位置同步控制嗎
1500支持相對位置同步控制,1500T支持位置同步控制及凸輪同步控制,。
回零開關(guān)和限位開關(guān)應(yīng)該連接到哪里
需要連接到PLC的數(shù)字量輸入并在工藝對象中組態(tài)。
使能電機(jī)后運(yùn)行不正常
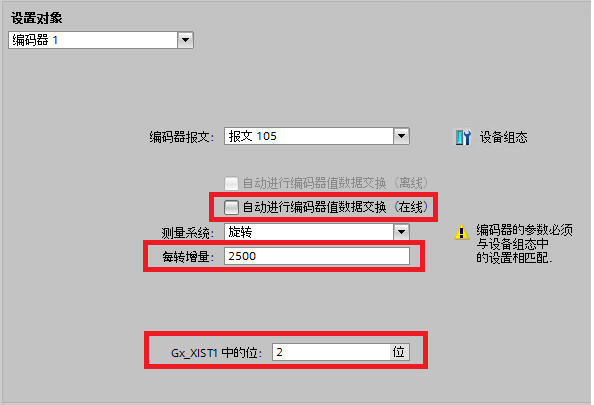
檢查在“與編碼器進(jìn)行數(shù)據(jù)交換”處是否勾選了“自動傳送編碼器參數(shù)值”,,如果勾選了請取消,,手動輸入編碼器參數(shù)。
(1) 增量編碼器:
•測量系統(tǒng):旋轉(zhuǎn),;
•增量:2500,;
•Gx_XIT1中的位:2;
(2).多圈值編碼器:
•測量系統(tǒng):旋轉(zhuǎn),;
•每轉(zhuǎn)增量:2048,;
•轉(zhuǎn)數(shù):4096;
•Gx_XIST1中的位:11,;
•Gx_XIST2中的位:9,;
(3)單圈值編碼器:
•測量系統(tǒng):旋轉(zhuǎn);
•每轉(zhuǎn)增量:2048,;
•轉(zhuǎn)數(shù):1,;
•Gx_XIST1中的位:12;
•Gx_XIST2中的位:10
值編碼器掉電后位置丟失
• 工藝對象配置時單圈值編碼器電機(jī)是否激活了循環(huán)選項(xiàng)
MC_Power功能塊對驅(qū)動器進(jìn)行使能時,,功能塊出現(xiàn)16# 8001錯誤代碼,,工藝對象顯示"與設(shè)備(驅(qū)動裝置或編碼器)通信故障"報(bào)警等
在實(shí)際應(yīng)用中如果PLC組態(tài)工藝對象時,當(dāng)"與驅(qū)動裝置進(jìn)行數(shù)據(jù)交換"及"與編碼器進(jìn)行數(shù)據(jù)交換"時選擇了"運(yùn)行時自動應(yīng)動驅(qū)動值"及"自動進(jìn)行編碼器值數(shù)據(jù)交換"時,,工程師常常會遇到PLC控制V90 PN起動運(yùn)行工作不正常的問題,,如PLC起動后調(diào)用MC_Power功能塊對驅(qū)動器進(jìn)行使能時,功能塊出現(xiàn)16# 8001錯誤代碼,,工藝對象顯示"與設(shè)備(驅(qū)動裝置或編碼器)通信故障"報(bào)警等,。
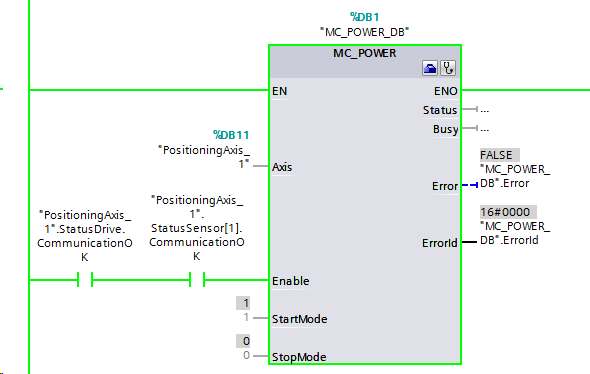
基于以上的原因,建議工程師采用以下的方法進(jìn)行"MC_Power"的編程,。
將Enable管腳與工藝對象中通訊相關(guān)的變量"進(jìn)行關(guān)聯(lián),。此外,還可以將"TO.StatusDrive. AdaptionState"的狀態(tài)(2:"ADAPTED",,已完成數(shù)據(jù)傳送)加入到啟動條件中,。
當(dāng)PLC與驅(qū)動器之間通訊建立后,在正常運(yùn)行過程中如果再次出現(xiàn)通訊中斷的情況,,MC_Power的Error管腳會出現(xiàn)16#8001錯誤,,工藝對象會出現(xiàn)"與設(shè)備(驅(qū)動裝置或編碼器)通信故障"報(bào)警,,當(dāng)通訊重新建立后,由于工藝對象故障的存在,,MC_Power將無法對驅(qū)動器進(jìn)行使能,,只有確認(rèn)故障后,驅(qū)動器才能重新使能,。