


 9
9

PLC控制物料判別與傳送實訓臺設計分析
一,、PLC物料判別與傳送硬件設計
首先,制作一個2米長0.8米高0.6米寬的實驗臺,,側面做個控制柜,,將啟停開關、PLC,、變頻器,、各類繼電器安裝于柜內。
利用角鐵制作一個物料入口,,并在入口處設置一個物料檢測開關,、一個金屬和非金屬檢測傳感器,臺面上安裝一臺牽引電機牽引傳送帶運行,,完成物料運送,傳送帶長度1.8米,、寬0.3米高1米,傳送帶的初始端(物料入口),,安裝一個物料推送氣缸,,離傳送帶的終端0.6米邊沿,安裝兩氣缸(非金屬物料推送氣缸和金屬物料放行氣缸)、在傳送帶的終端放置兩個物料框,,一個接放金屬物料,,一個接放非金屬物料。
二,、硬件的配置
交流電機:0.09KW220/380,、氣缸:TTN20*40、CDJ2B16*80,,金屬傳感器:LJA-2M-5D,,電磁閥:4V210-08,PLC:FX1N-40MR,,變頻器:臺達0.75KW 230V 1/3PH,,空壓機:ZB-0.13/8型3.0HP , 金屬物料: 采用鋁錠加工5*3*2(cm),,物料檢測:V-15-1C5非金屬物料:采用塑膠加工5*3*2(cm),,空氣開關:DZ47-63/C6,繼電器:JZX-22F/27,,漏電保護器:JK18L-20,。
三、工藝流程介紹
當入口檢測傳感器(微動開關)檢測到有物料時(不管是金屬還是非金屬),,并且物料到位,,送料氣缸動作并延時1秒將物料推送到傳送帶上,同時,,在物料經過入口處下方合適的位置設置一個金屬檢測傳感器,,它將決定第二個氣缸(推送非金屬物料氣缸)是否動作,當檢測到物料為金屬物料時,,此氣缸不工作,,物料通過傳送帶自動送入到金屬物料框中,當檢測到非金屬物料時此氣缸動作,,將非金屬物料推出到傳送帶的另一側,,通過傳送帶送到非金屬物料框中。第三個氣缸為金屬物料放行氣缸,,是與第二個氣缸配合工作的,,當檢測到金屬物料時,此氣缸動作向上升起,,做出放行狀態(tài),,金屬物料通過傳送帶被送到金屬物料框中,后此氣缸再次下降,。此氣缸的升起和下降是受到PLC內的定時器的控制的,。物料從入口處推出到由傳送帶運抵到達第三個氣缸處需要9秒的時間,,定時器的定時時間定為10秒,10秒時間到物料已順利入框,,后延時1秒,,第三個氣缸下降復位。這一過程中第二個氣缸不工作,。
當檢測到是非金屬物料時,,金屬物料放行氣缸不工作,非金屬物料從入口處推出到由傳送帶運抵到達第三個氣缸處需要9秒的時間,,9秒時間一到,,物料到達金屬物料放行氣缸處,被金屬物料放行氣缸攔截,,后延時1秒,,由定時器驅動推送非金屬物料氣缸動作,,將非金屬物料挑選出來,,經傳送帶送到非金屬物料框中。(當然也可以由物料到位檢測開關驅動第二個氣缸動作,,這里使用定時器控制可以節(jié)約一個輸入端口),。
此控制系統(tǒng)采用氣壓控制,所以給系統(tǒng)配備一個空氣壓縮機,,可現(xiàn)場編寫PLC程序,,設計流程圖如下: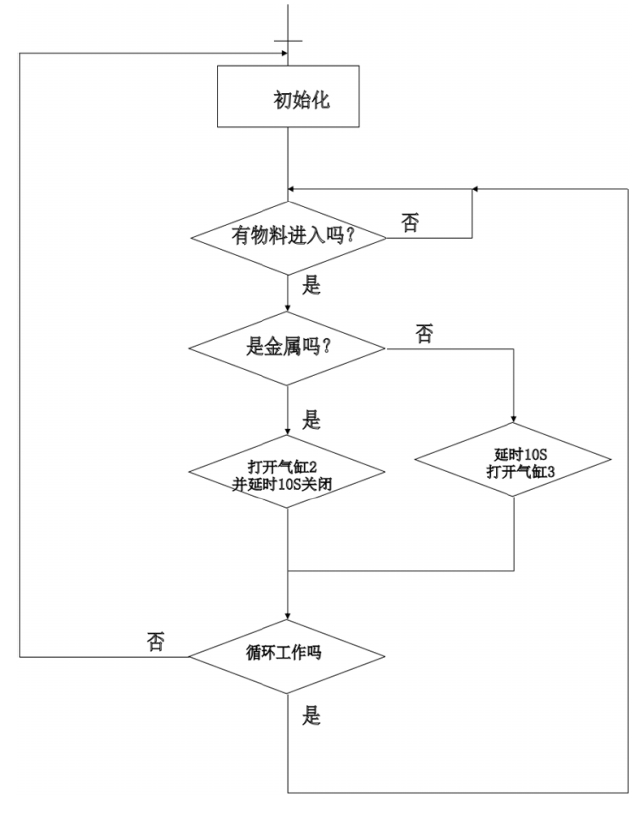
四、變頻器的參數(shù)設置及運行曲線
為保證物料在運送過程中保持穩(wěn)定,,變頻器啟動和停止過程中需要設置適當?shù)募訙p速時間,,變頻器的參數(shù)設置如下:
頻率指令來源設定P00=00(由操作面板控制),運轉指令來源設定P01=01(由外部端子控制),,端子功能選擇P40=06,、P41=07(起動時多段速控制),電機停止方式設定P02=00(以減速剎車的方式停止),,zui高頻率選擇設定P03=57HZ,,zui高電壓選擇P05=238V,zui低頻率選擇P09=10HZ,,電機停止方式P02=00(停止時以減速剎車停止),。
*加速時間設定P10=8S(加速時間為8秒),第二加速時間設定P11=6S(減速時間為6秒),,*段運行頻率P17=26HZ,,第二段運行頻率P18=50HZ,外部起動端子的設定P38=00(將M0端子定義為啟動且與PLC的Y3相連),,變頻器中沒用到的其它參數(shù)為出廠設定值PLC,、變頻器電器連接如圖1-1所示: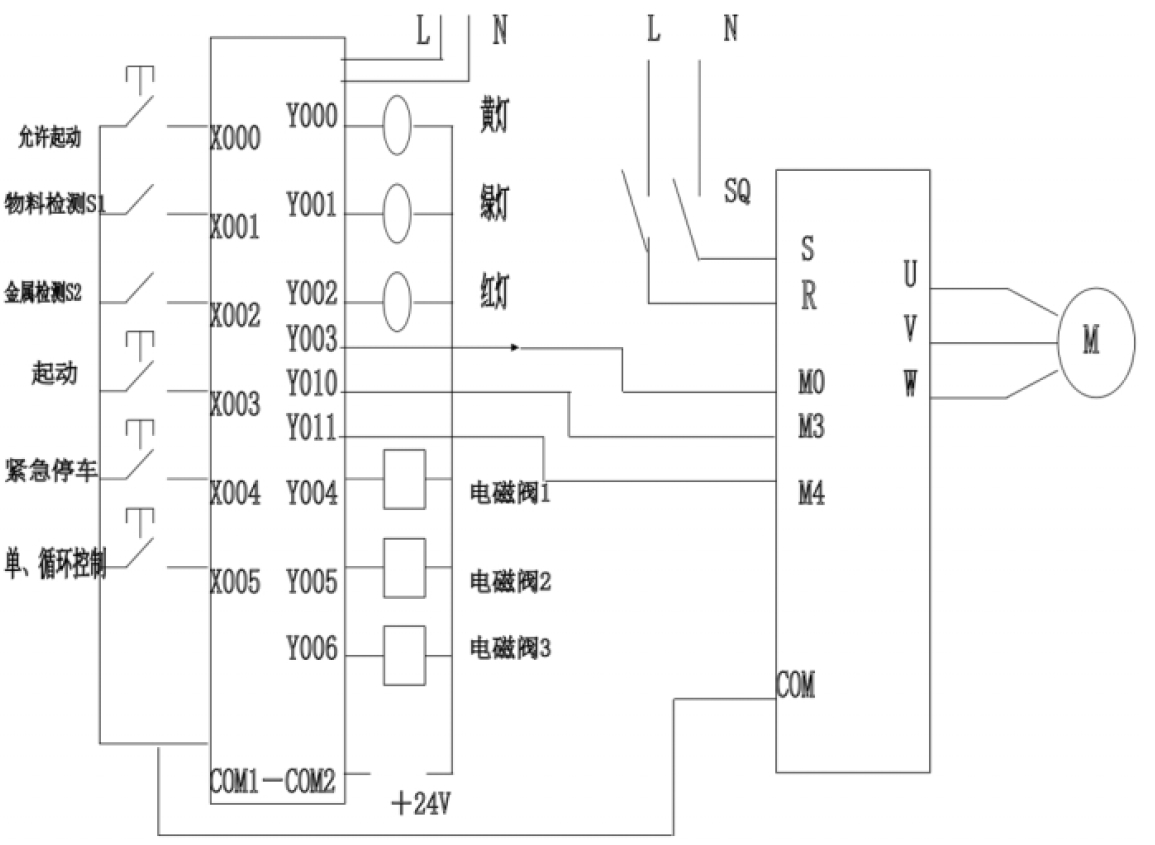
基于PLC物料判別與傳送適用于高職院校學生實訓,,學生從該套設備上可以清晰地看到自動化生產控制全部工作過程,增強學生對各類器件的感性認識,,學生可以在現(xiàn)場編寫工作程序,,可以通過各類氣缸的動作判斷程序編寫是否正確,直到滿足工藝要求,,這與原來利用各類開關和指示燈模擬器件的工作過程相比較,,學生的學習不再被動,并能主動地研究器件工作原理,,該套設備還可以現(xiàn)場模擬一些電氣故障,、氣動故障,讓學生排除,,讓每個學生做到學會看圖紙,、學會配線、學會對設備的進行修理和維護,,zui終達到融會貫通,,極大地提高學生學習的自主性,教師也改變傳統(tǒng)的授課方式,,以輔導為主,,學生成了主角。