


 9
9
當前位置:上海育仰科教設備有限公司>>技術文章>>普通機床電氣故障的診斷

普通機床電氣故障的診斷
目前普通機床在中小企業(yè)零件加工中還在使用。例如CW6140車床,、X52K 銑床,、T68鏜床、M7120磨床等,,它的電氣控制部分由開關,、接觸器、繼電器,、位置開關,、按鈕等電器元件組成。當機床設備不能正常啟動、停止及自動循環(huán)工作時,,我們首先通過故障現(xiàn)象及使用儀表來判斷故障是由機械零件引起還是電器元件引起的,。因為在機床維修過程中,更換電器元件比拆裝機械零件更方便和節(jié)約時間,。所以當電工維修人員在*排除不是由電器元件引起的故障時,,再通知機械維修人員修理。因此,,掌握普通機床基本結(jié)構(gòu)和電氣控制線路工作原理,,采取“問、聽,、看,、摸”及用儀表測量等多種手段,能快速查找故障原因并分清責任?,F(xiàn)在以X52K型立式升降臺銑床和珩磨機為例,,它們包含了機械傳動和液壓傳動,分析它們工作過程及常見故障和排除方法,。
1?。兀担玻诵土⑹缴蹬_銑床
銑床主要是用于加工零件的平面、斜面,、鍵槽等型面的機床,。主要結(jié)構(gòu)由床身、主軸,、工作臺,、底座等幾部分組成,它包含了銑刀切削旋轉(zhuǎn)運動和工作臺不同方向的移動,。
1.1 電氣控制線路分析
(1)主電路分析
由圖1可知,,主電路由斷路器(QF1、QF2),,電動機(主軸電機M1,、進給電機M2及冷卻泵電機M3),熱繼電器(FR1,、FR2),,接觸器(KM1、KM2,、KM3,、KM4、KM5),,電磁鐵YA 及控制變壓器和整流器組成,。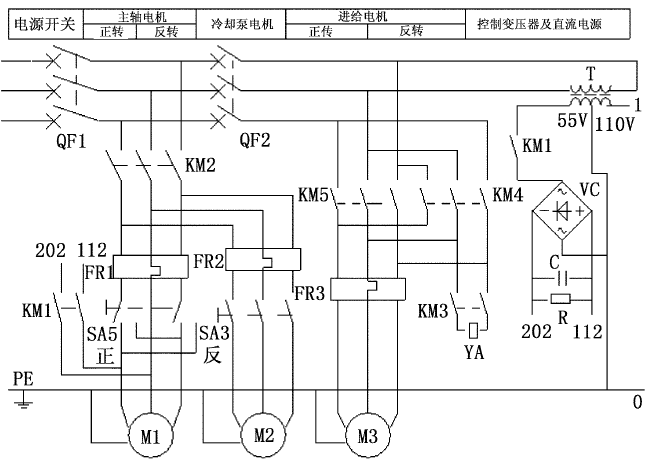
圖1?。兀担玻诵土⑹缴蹬_銑床主電路
主軸電機M1正反轉(zhuǎn)由開關SA5控制,停車時由全波整流能耗制動,,主軸通過機械調(diào)速可獲得18種速度,。進給電動機M2正反轉(zhuǎn)由接觸器KM4、KM5控制,。通過手柄位置不同推動傳動,、換向齒輪可實現(xiàn)工作臺不同方向移動。同時通過電磁鐵YA能實現(xiàn)不同方向快速移動,。冷卻泵電機M3在切削時將冷卻液對準工件進行冷卻和沖洗,。
(2)控制電路分析
1)如圖2所示,主軸電動機M1起動按SB1或SB2,,接觸器KM2線圈得電,,KM2常開主觸頭閉合,主軸電動機M1起動,。KM2常閉觸頭斷開,,防止KM1線圈得電。同時KM2常開輔助觸頭一個閉合自鎖,,另一個為工作臺提前準備電源,。
停止時,按SB3或SB4,,KM2線圈失電,,KM2常閉觸頭閉合,KM1線圈得電,,KM1常開主觸頭,、常開輔助觸頭閉合,將全波整流直流電送到電動機M1的定子繞組,,進行能耗制動,。在主軸變速時,壓合行程開關SQ7-1,,KM2短時獲電,,使主軸電機沖動沖動一下,便于齒輪嚙合,。
2)工作臺進給電動機M3的控制。圓工作臺轉(zhuǎn)換開關的說明如圖3所示,,由于在零件加工過程中,,工作臺要經(jīng)常改變方向,所以用兩個接觸器KM4,、KM5來控制進給電機實現(xiàn)正,、反轉(zhuǎn),。正轉(zhuǎn),工作臺能向右,、向前或向下方向移動,;反傳,工作臺能向左,、向后或向上方向移動,。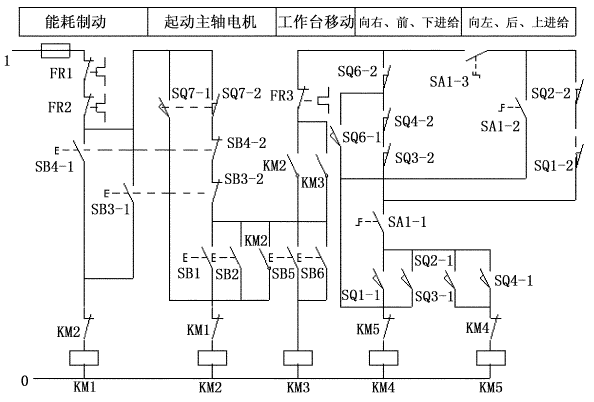
圖2 X52K型立式升降臺銑床電氣控制線路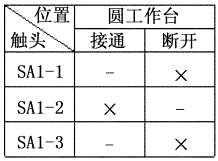
圖3 圓工作臺轉(zhuǎn)換開關的說明
工作臺在主軸未起動的情況下,,可實現(xiàn)快速移動,,它是由進給電機和電磁鐵YA共同完成,其運動方向由操縱手柄推動齒輪傳動機構(gòu)執(zhí)行,。
X52K型銑床工作臺縱向和橫向及升降轉(zhuǎn)換是由操作手柄位置不同,,壓合不同位置開關,從而使KM4或KM5線圈分別得電,,實現(xiàn)進給電機正,、反轉(zhuǎn)。操作手柄在壓合位置開關時,,同時也帶動傳動齒輪實現(xiàn)工作臺向右,、向左或向前、向后,,向上,、向下移動。手柄在中間位置時,,工作臺停止移動,。它們的關系如圖4所示
進給電機除了電氣上互鎖外,各個位置開關也互鎖,,KM4和KM5線圈不會同時得電,,保證設備安全運行。工作臺進給運動用手柄操作,,不易誤操作,,但是手柄和電氣設備的力聯(lián)動機構(gòu)機構(gòu)復雜,易發(fā)生故障,。
3)冷卻泵電動機,。當主軸啟動后,冷卻泵電動機M3由轉(zhuǎn)換開關SA3控制,。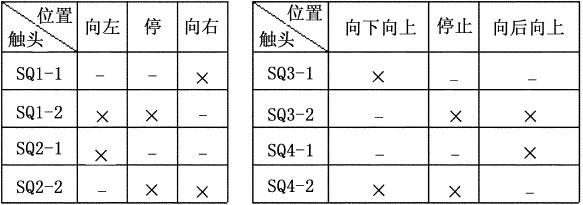
圖4 工作臺縱向和橫向及升降行程開關的說明
1.2 故障分析
1)所有電動機都不能起動,。電源故障;熔斷器FU1,、FU2或FU3熔斷,;控制變壓器損壞,。
2)主軸電動機M1不能起動。主軸轉(zhuǎn)換開關SA5接觸不良,;接觸器KM2的主觸頭接觸不好,;起動按鈕SB1或SB2接觸不良;行程開關SQ7-2,、按鈕SB4-2,、SB3-2、KM1的常閉聯(lián)鎖觸頭或KM2的線圈,,只要有一個接觸不良或斷路,,主軸電動機M1就不能起動。
3)主軸電動機M1停車時無制動,。橋式整流器VC有故障,;接觸器KM1主觸頭接觸不良使直流電源不能通入定子繞組;按鈕SB3-1或SB4-1,、接觸器KM2的常閉聯(lián)鎖觸接觸不良頭接觸器KM1的線圈斷路都會使主軸電動機M1停車時無制動,。
4)進給電動機M2不能起動或變速時無沖動。KM4或KM5主觸頭接觸不良,;熱繼電器FR3動作,;行程開關SQ1、SQ2,、SQ3,、SQ4、SQ6的觸點接觸不良,,可依次檢查各點,,找出故障。
5)工作臺不能快速移動或只能單向快速移動,。按鈕SB5或SB6接觸不良,;位置開關沒有壓合好;接觸器KM3主觸頭接觸不良或電磁鐵YA線圈斷路,,可依次檢查KM3主觸頭和線圈連線,。
2 M4250A立式珩磨機
M4250A立式珩磨機主要用于加工大,、中型缸體,、缸套以及其它精密孔。立式珩磨機主軸旋轉(zhuǎn)和進給采用電磁閥控制油壓實現(xiàn)變速,;主軸可輕便地實現(xiàn)上下移動,,工作臺引出、引進,并快速夾緊缸體(包括V型缸體),。
2.1 M4250A立式珩磨機的基本動作
1)旋轉(zhuǎn)運動,。由主軸電動機與電磁閥控制油壓經(jīng)齒輪帶動磨桿旋轉(zhuǎn),,磨頭就裝在磨桿下端。
2)往復運動,。往復運動是配合旋轉(zhuǎn)動作不可分開的工作運動,。在旋轉(zhuǎn)衍磨桿進行上下往復運動后,油石條才能實現(xiàn)對產(chǎn)品的磨削,。
3)漲縮運動,。漲縮運動是指磨頭在往復旋轉(zhuǎn)運動的同時,利用油缸壓力,,使磨桿中的擴張桿下推,,推開磨頭里面的雙錐形擴張頭,從而使油石向四周漲緊,,實現(xiàn)油石對工件摩擦,。
4)夾緊(放松)是在衍磨過程中,通過壓緊板使工件穩(wěn)固,,以保證產(chǎn)品精度,。
5)工作臺進、出是方便工件加工,、裝卸及測量,。
2.2 M4250A立式珩磨機工作原理
1)磨頭旋轉(zhuǎn),。如圖5所示,,按SB2,KM1,、KM2線圈得電,,KM1常開輔助觸頭閉合,自鎖,,油泵電機,、主軸電機工作。按SB4,,KM3線圈得電,,冷卻泵工作。同時KM3常開輔助觸頭閉合自鎖和為磨頭旋轉(zhuǎn)作準備,。按SB6,,KA1和KA2線圈得電,KA1,、KA2常開觸頭閉合,,常閉觸頭斷開,,此時限位開關SQ3 閉合,KA5 線圈得電,,KA5常開觸頭閉合,,一個自鎖,一個接通電磁閥6YA,,通過液壓傳動主軸電機帶動磨頭旋轉(zhuǎn),。停止按SB5,磨頭循環(huán)工作時,,KA1,、KA2、KA5及6YA工作,。
2)工作臺進,、出磨頭停止時,在按SB7,,KA6線圈得電,,常開觸頭閉合,自鎖,;常開觸頭斷開,,5YA得電,通過液壓傳動工作臺引出,。按SB8-2,,3YA得電,引入工作臺,,到位后,,斷開SQ5使3YA失電,工作臺位置保持不變,。SQ4,、SQ5是工作臺位置開關。
3)磨頭變速,。通過行鍵開關,,分別使KA13、KA14,、KA15,、KA16線圈得電,接通7YA,、8YA,、9YA和10YA 電磁閥。7YA 只在變速時工作。轉(zhuǎn)速與電磁閥關系(如圖6所示),。
2.3?。停矗玻担埃亮⑹界衲C常見故障
在修理液壓設備時,首先要區(qū)分是液壓問題還是電路故障,。我們可人為驅(qū)動電磁閥,,如果正常說明液壓系統(tǒng)沒問題。如果手動都不能正常工作,,問題就就出現(xiàn)在液壓控制系統(tǒng)。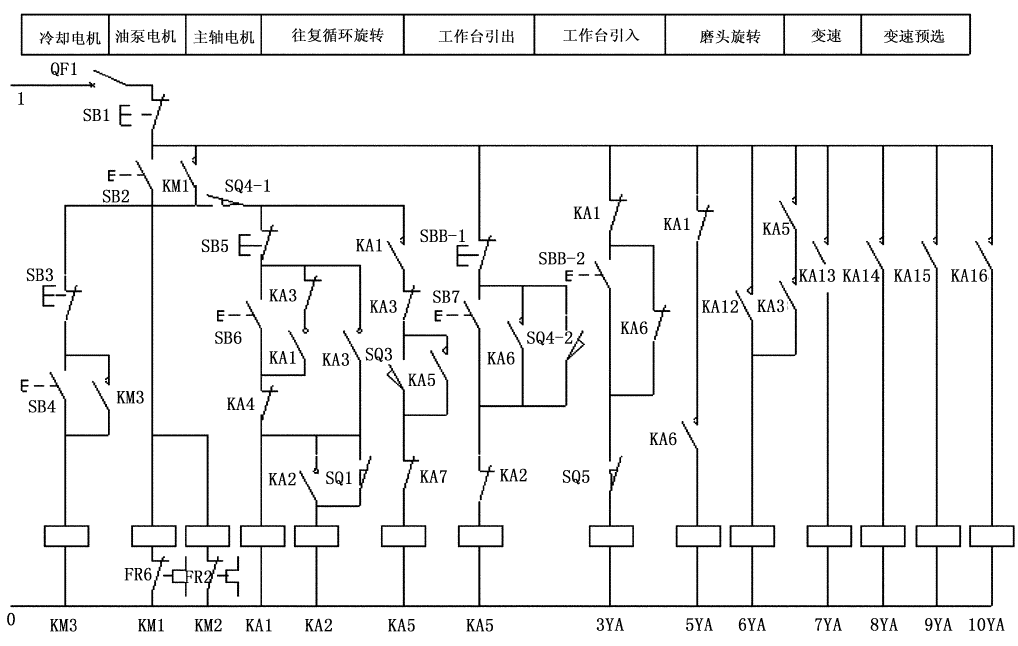
圖5?。停矗玻担埃羚衲C主軸起動,、工作臺引入(引出)、調(diào)速控制圖
圖6 電磁閥與轉(zhuǎn)速工作關系
1)磨頭不能旋轉(zhuǎn),。首先看主軸電機是否在工作,,再人為驅(qū)動相關電磁閥工作是否正常,如不正常,,檢查油路,。動作正常,就檢查電路,,看KA1,、KA2和KA5是否正常工作,觸頭閉合好不好等,。
2)工作臺不能進,、出。如果液壓系統(tǒng)正常,,問題就出現(xiàn)在按鈕或限位開關上,,用萬用表檢查線路是否接通。
3)磨頭不能變速,。如果速度不能變換,,主要檢查7YA電磁閥油路及相關電路。如果速度同預選速度不一致,,則檢查8YA,、9YA、10YA 電磁閥,。
3 結(jié) 語
引起機床故障原因很多,,在維修中機械零件更換復雜,又耗時,。因此,,維修人員只有在正確分析的基礎上,盡量縮小檢查范圍,先電后機,,從簡到繁,,這樣才能快速準確查出故障。