


 9
9
當(dāng)前位置:上海育仰科教設(shè)備有限公司>>技術(shù)文章>>PLC在數(shù)控系統(tǒng)中的應(yīng)用研究

PLC在數(shù)控系統(tǒng)中的應(yīng)用研究
1 PLC簡述
早期的可編程控制器稱作可編程邏輯控制器(ProgrammableLogic Controller,PLC),,它主要用來代替繼電器實(shí)現(xiàn)邏輯控制,,為了和PC區(qū)別,,簡稱PLC。PLC實(shí)質(zhì)是一種于工業(yè)控制的計(jì)算機(jī),,其硬件結(jié)構(gòu)基本上與微型計(jì)算機(jī)相同,,基本構(gòu)成為a:電源,b:中央處理器,,c:處理器,,d:接口電路,e:功能模塊等,。
2 PLC在數(shù)控系統(tǒng)中的應(yīng)用
2.1 電氣控制系統(tǒng)
電氣控制系統(tǒng)是數(shù)控機(jī)床硬件控制的核心部分,,數(shù)控機(jī)床的電氣控制系統(tǒng),主要由數(shù)控裝置(CNC),、伺服系統(tǒng)(包括進(jìn)給伺服和主軸伺服),、機(jī)床強(qiáng)電控制系統(tǒng)(包括可編程控制系統(tǒng)和繼電器接觸器控制系統(tǒng))等組成。如圖1: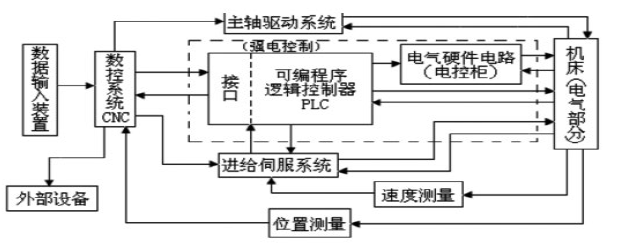
圖1
數(shù)控裝置是數(shù)控機(jī)床電氣控制系統(tǒng)的中樞,,它可以自動地對輸入到數(shù)控機(jī)床內(nèi)部的所有數(shù)控加工程序進(jìn)行處理,,同時(shí)將這些數(shù)控加工程序分成兩大類的控制量,分別輸出,。類為連續(xù)控制量,,這一類的控制量將被輸送到伺服系統(tǒng);第二類為離散的開關(guān)控制量,,這一類的控制量將被輸送到數(shù)控機(jī)床的強(qiáng)電控制系統(tǒng),。
2.2 電控方式選擇
如何選用電氣控制方式,直接影響數(shù)控系統(tǒng)加工的質(zhì)量和效率,,性能優(yōu)良的機(jī)床電氣控制系統(tǒng)可以提高加工產(chǎn)品的質(zhì)量,。因此,,需要通過現(xiàn)場的加工要求,選擇性價(jià)比高的電氣控制方式,。根據(jù)加工對象的特點(diǎn),,合理編制編制程序,后通過PLC控制系統(tǒng)選擇合適的控制方式,。數(shù)控機(jī)床電氣控制性能直接的表現(xiàn)就是運(yùn)動控制,。性能優(yōu)良的控制系統(tǒng)能夠讓運(yùn)動控制發(fā)揮更出色的性能、自主編輯性能和以后系統(tǒng)的優(yōu)化升級,。
3 PLC控制系統(tǒng)常見故障分析
PLC控制系統(tǒng)主要由輸入部分,、CPU、采樣部分,、輸出控制和通訊部分組成,,如圖1所示。輸入部分包括控制面板和輸入模板,;采樣部分包括采樣控制模板,、AD轉(zhuǎn)換模板和傳感器;CPU作為系統(tǒng)的核心,,完成接收數(shù)據(jù),,處理數(shù)據(jù),輸出控制信號,;輸出部分有的系統(tǒng)用到DA模板,,將輸出信號轉(zhuǎn)換為模擬量信號,經(jīng)過功放驅(qū)動執(zhí)行器,;大多數(shù)系統(tǒng)直接將輸出信號給輸出模板,,由輸出模板驅(qū)動執(zhí)行器工作;通訊部分由通訊模板和上位機(jī)組成,。
因?yàn)镻LC本身的故障可能性極小,,系統(tǒng)的故障主要來自外圍的元部件,所以它的故障可分為如下幾種:
3.1 輸入故障,,即操作人員的操作失誤
a,、傳感器故障,b,、執(zhí)行器故障,,c、PLC軟件故障這些故障,,都可以用合適的故障診斷方法進(jìn)行分析和用軟件進(jìn)行實(shí)時(shí)監(jiān)測,,對故障進(jìn)行預(yù)報(bào)和處理。
3.2 PLC控制系統(tǒng)的故障診斷方法
a,、PLC控制系統(tǒng)故障的宏觀診斷
故障的宏觀診斷就是根據(jù)經(jīng)驗(yàn),,參照發(fā)生故障的環(huán)境和現(xiàn)象來確定故障的部位和原因,。PLC控制系統(tǒng)的故障宏觀診斷方法如下:
是否為使用不當(dāng)引起的故障,如屬于這類故障,,則根據(jù)使用情況可初步判斷出故障類型,、發(fā)生部位。常見的使用不當(dāng)包括供電電源故障,、端子接線故障,、模板安裝故障、現(xiàn)場操作故障等,。
如果不是使用故障,,則可能是偶然性故障或系統(tǒng)運(yùn)行時(shí)間較長所引發(fā)的故障,。對于這類故障可按PLC的故障分布,,依次檢查、判斷故障,。首先檢查與實(shí)際過程相連的傳感器,、檢測開關(guān)、執(zhí)行機(jī)構(gòu)和負(fù)載是否有故障:然后檢查PLC的I/O模板是否有故障:后檢查PLC的CPU是否有故障,。
在檢查PLC本身故障時(shí),,可參考PLC的CPU模板和電源模板上的指示燈。
3.3 總體診斷
根據(jù)總體檢查流程圖找出故障點(diǎn)的大方向,,逐漸細(xì)化,,以找出具體故障,如圖2所示,。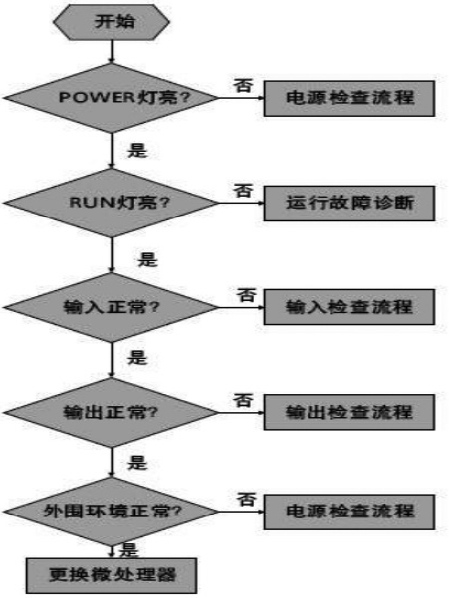
圖2
4 結(jié)語
隨著科技的不斷發(fā)展,,PLC控制系統(tǒng)在數(shù)控機(jī)床中的應(yīng)用會越來越完善,程序也會越來越優(yōu)化,,功能也會更強(qiáng)大,,減輕人的勞動強(qiáng)度,提升加工產(chǎn)品的性能,,降低廢品率,,提高生產(chǎn)企業(yè)的競爭力,使企業(yè)獲得更好的效益,。PLC作為當(dāng)今數(shù)控機(jī)床中長用的控制系統(tǒng),,在實(shí)際的加工中發(fā)揮了巨大的作用,減輕了勞動強(qiáng)度,,增加了企業(yè)的效益,。但是我國的工廠在實(shí)際的生產(chǎn)過程中,由于種種原因,,自動化的工藝和加工技術(shù)水平還較低,。因此,,通過提高電氣控制的設(shè)計(jì)方法,提高整個(gè)行業(yè)的加工效率,,有著重要的意義,。