
您好, 歡迎來到化工儀器網(wǎng),! 登錄| 免費注冊| 產(chǎn)品展廳| 收藏商鋪|
您好, 歡迎來到化工儀器網(wǎng),! 登錄| 免費注冊| 產(chǎn)品展廳| 收藏商鋪|

15313095671
當(dāng)前位置:北京北信科遠(yuǎn)儀器有限責(zé)任公司>>技術(shù)文章>>自動在線監(jiān)測使廢品率減少35%
以前鏡片的表面質(zhì)量只能在生產(chǎn)結(jié)束時檢查,,如今有一種新方法可以在前面的生產(chǎn)階段就檢查鏡片的光潔度,這樣廢品率最高可以減少35%,。
許多行業(yè)的傳統(tǒng)質(zhì)量檢測都是在最后的生產(chǎn)環(huán)節(jié)中進(jìn)行的,待制作的工件在已經(jīng)加工了很長時間甚至已是成品的情況下才發(fā)現(xiàn)了錯誤,,如果前面步驟中的錯誤在后期加工過程中已經(jīng)無法彌補,,制造環(huán)節(jié)的效益就會降低,,這樣的加工錯誤會導(dǎo)致廢品,,引起不必要的成本升高并延遲供貨時間,根據(jù)制造過程的類別,,增加的成本主要來自于上升的能源費用,、額外的材料成本、不必要的設(shè)備占用時間和機器磨損,。
在對質(zhì)量要求高的加工步驟之間進(jìn)行自動質(zhì)量識別可以降低這些多余的費用,,方法是將有問題的產(chǎn)品盡早揀出或進(jìn)行后期處理(圖1),特別是后續(xù)加工過程費時或費錢時,,檢查半成品的質(zhì)量有很大優(yōu)勢,,可以預(yù)測后續(xù)加工階段的成功機率。

生產(chǎn)鏡片時也是如此,,塑料鏡片的使用已經(jīng)遠(yuǎn)遠(yuǎn)超過了礦物鏡片,,目前塑料鏡片的*約為85%,它們的制作成本較低,,光學(xué)性質(zhì)與礦物鏡片幾乎沒有差別,,此外有機鏡片的重量較輕,不易摔碎,,對于顧客而言這又是一大優(yōu)勢,。
生產(chǎn)塑料鏡片時大多是在工件已經(jīng)有了很高的價值后才檢查工件質(zhì)量,在對毛坯進(jìn)行磨削定形加工后是復(fù)雜的拋光過程,,它決定著鏡片表面的光學(xué)性質(zhì),,表面質(zhì)量必須通過標(biāo)準(zhǔn)的拋光加工實現(xiàn),但只有當(dāng)前面的磨削過程使鏡片表面的初始質(zhì)量達(dá)標(biāo)時才能做到這點,,拋光后要對拋光表面進(jìn)行視覺檢查,,如果拋光不能達(dá)到所要求的光學(xué)性質(zhì),相應(yīng)的工件在質(zhì)量檢查之后就會從生產(chǎn)環(huán)節(jié)中去除,,任務(wù)必須重新開始,,因為對表面質(zhì)量不夠的鏡片進(jìn)行單獨的后期加工從技術(shù)上考慮十分麻煩,因此不劃算,。
如果質(zhì)量不斷下降是因為磨削工具的磨損造成的,那么對鏡片表面連續(xù)進(jìn)行光潔度檢測可以在工具質(zhì)量不符合要求之前對其進(jìn)行更換,,這一舉措可以大程度地降低由于表面質(zhì)量不夠所造成的廢品,。
工具損耗
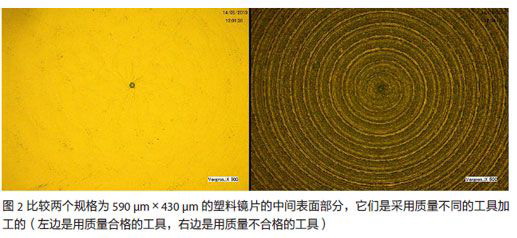
問題是經(jīng)過一段時間后所使用的鉆石工具會逐漸磨損,于是工具的質(zhì)量下降,,鏡片表面會產(chǎn)生更多的加工痕跡,,降低表面質(zhì)量,圖2是采用質(zhì)量不同的磨削工具加工的鏡片表面的對比,。由于磨削工具的壽命不能明確預(yù)知,,以前人們無法立即或有預(yù)見性地針對提前下降的工具質(zhì)量作出反應(yīng),,后續(xù)拋光工藝在不受前期質(zhì)量影響的情況下進(jìn)行,因為以前都是在拋光過程結(jié)束后才進(jìn)行第一次質(zhì)量檢查,。
借助研究項目的機會,,Deggendorf理工大學(xué)研制了一個光學(xué)測量系統(tǒng),圖1展示了試驗?zāi)P?。磨削后直接在生產(chǎn)過程中檢查塑料鏡片的表面光潔度,,由于表面光潔度能夠反映鉆石工具的質(zhì)量,采用新開發(fā)的測量系統(tǒng)可以在生產(chǎn)鏡片時間接監(jiān)控工具質(zhì)量,,這樣當(dāng)表面光潔度低于界限值時就能確定工具質(zhì)量不夠好,,從而進(jìn)行更換。測量系統(tǒng)由兩個相互垂直的定位軸和一個位于水平定位臺上的Micro-Epsilon公司生產(chǎn)的色散共焦距離傳感器IFD2451組成,。
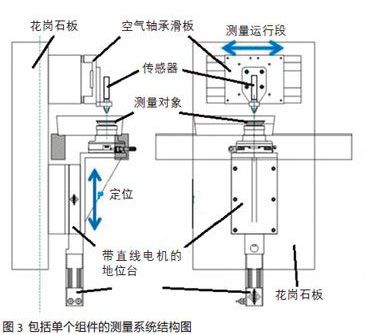
圖3為系統(tǒng)結(jié)構(gòu)草圖,,垂直安裝的軸接收傳送帶運來的任務(wù)輸送盒,將鏡片定位在傳感器下面,,與此同時,,輸送盒上的條形碼被掃描,盒子里塑料鏡片的信息被從數(shù)據(jù)庫中調(diào)取,,如果待檢查的物品到位,,探頭就會經(jīng)過透明鏡片的表面,沿著測量段記錄探頭和表面的距離,。
測量段靠近中間
測量段靠近鏡片的中央,,因為加工痕跡會集中在那里,并以表面粗糙度增加的形式表現(xiàn)出來,,原因是工具磨損,,同時磨削過程中前往加工中心方向的相對速度會下降。
根據(jù)記錄的距離值可以計算出所需的光潔度值,,通過對比光潔度識別值可以檢查可信度,,要想根據(jù)鏡片表面的光潔度判斷工具質(zhì)量,粗糙度的算術(shù)和平方值特別重要,。
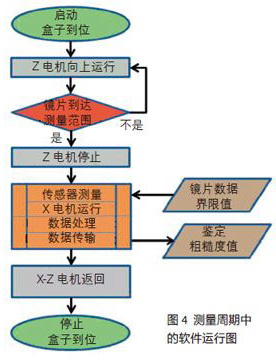
達(dá)到特定界限值可表明工具的質(zhì)量,,有時候會發(fā)出更換工具的信號,光潔度值和超越界限值等其它信息會傳遞給數(shù)據(jù)庫,,圖4為測量周期的過程曲線,。
經(jīng)過鏡片磨削和拋光過程之間的進(jìn)一步試驗,這一自動測量系統(tǒng)應(yīng)直接集成至生產(chǎn)環(huán)節(jié)中,,為了避免中間加入的這個步驟阻礙生產(chǎn)線的加工流程,,測量周期的時間應(yīng)與磨削設(shè)備的加工節(jié)奏配套,因此只需幾秒,,出現(xiàn)失誤的區(qū)域會在拋光過程前被自動識別,,避免拋光設(shè)備對起始質(zhì)量有缺陷的鏡片進(jìn)行不必要的加工,。
檢測在一小時后進(jìn)行
在不檢查工具質(zhì)量的鏡片生產(chǎn)過程中,毛坯磨削定形后還會經(jīng)過數(shù)道后續(xù)加工步驟,,磨削過程與檢測工作之間大約相隔一個小時,,當(dāng)人們覺察到工具質(zhì)量不好時,每個涉事磨削設(shè)備最多可報廢60個鏡片,,精確鎖定磨削工具的更換時間最多可減少35%的廢品,。
采用測量系統(tǒng)可以在無法保證后續(xù)加工成果時及時更換工具,此外,,表面錯誤偶然增加的部件可以在進(jìn)入下一步加工步驟前被去除,,借助集成在生產(chǎn)線上的上述測量系統(tǒng),可以大幅度降低系列錯誤成本,,這種方法還可用于類似的生產(chǎn)過程,。
請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業(yè)自行提供,,信息內(nèi)容的真實性,、準(zhǔn)確性和合法性由相關(guān)企業(yè)負(fù)責(zé),化工儀器網(wǎng)對此不承擔(dān)任何保證責(zé)任,。
溫馨提示:為規(guī)避購買風(fēng)險,,建議您在購買產(chǎn)品前務(wù)必確認(rèn)供應(yīng)商資質(zhì)及產(chǎn)品質(zhì)量。

