
 | 北京中航時代儀器設(shè)備有限公司 |

13699145010
在線溝通:

石磊 (銷售經(jīng)理)
- 電話:
- 400-166-9267
- 手機(jī):
- 13699145010
- 傳真:
- 86-010-80224846
- 聯(lián)系我時,,
- 告知來自化工儀器網(wǎng)
- 個性化:
- www.zhonghangyq.com
- 商鋪網(wǎng)址:
- http://sorrent.com.cn/st279932/
- 公司網(wǎng)站:
- http://www.zhonghang17.com
關(guān)于GBT3682熔體流動速率測試儀的詳細(xì)介紹
閱讀:3579發(fā)布時間:2018-8-24
XNR-400W型熔體流動速率測定儀
產(chǎn)品說明:
XNR-400系列熔體流動速率測定儀是根據(jù)GB/T 3682的試驗方法,,用于測定熱塑性高聚物在高溫下的流動性,,如聚乙烯,、聚丙烯、聚甲醛,、ABS樹脂,、聚碳酸酯、尼龍氟塑料等高聚物,。XNR-400W型采用工業(yè)PLC可編程控制器,,觸摸屏操作平臺,漢字液晶顯示,;該熔體流動速率測定儀自動控溫從操作方法上分為手動,、時控、自動三種切料方式,能夠?qū)崿F(xiàn)質(zhì)量法(MFR)和體積法(MVR)兩種試驗方法,;該機(jī)能夠測得原料在試驗溫度下的熔融密度,,系統(tǒng)同時具有溫度校準(zhǔn)功能。
該熔體流動速率測定儀配有微型打印機(jī)可打印試驗報告,,是目前國內(nèi)同行業(yè)中機(jī)型,,操作簡單、運(yùn)行穩(wěn)定,、可長時間進(jìn)行試驗,,深受用戶好評。
試驗參數(shù):
測量范圍:0.1-800.00g/10min(MFR)0.1-800.00 cm3/10min(MVR)
溫度范圍:室溫-450℃
控溫精度:±0.5℃
計時精度:0.1S
位移精度:0.01mm
負(fù) 荷:全負(fù)荷
切料方式:手動,、時控,、自動
料筒內(nèi)徑:9.550mm±0.025mm
料筒長度:160mm
口模:材質(zhì)為碳化鎢、長:8.000mm±0.025mm內(nèi)徑:2.095mm±0.005mm
功率:0.45KW
電源:AC220V ,、50Hz
儀器尺寸:400mm×500mm×600mm
儀器凈重:65Kg

GBT3682-2000 熱塑性塑料熔體質(zhì)量流動速率和熔體體積流動速率的測定
1,、范圍:
1.1 本標(biāo)準(zhǔn)規(guī)定了在規(guī)定的溫度和負(fù)荷條件下測定熱塑性塑料熔體質(zhì)量流動速率(MFR)和熔體體積流動速率(MVR)的方法。通常,,測定熔體流動速率的試驗條件由本標(biāo)準(zhǔn)引用的材料標(biāo)準(zhǔn)規(guī)定,。熱塑性塑料的一般試驗條件列于附錄A和附錄B中。在比較填充和非填充熱塑性塑料時,,熔體體積流動速率是很有用的,。如果知道試驗溫度下的熔體密度,則可以用自動測量裝置測定熔體流動速率,。
本方法不適用于流變行為受水解,、縮聚或交聯(lián)影響的熱塑性塑料,。
1.2 熱塑性塑料熔體質(zhì)量流動速率和熔體體積流動速率與剪切速率有關(guān)。本試驗中的剪切速率遠(yuǎn)小于實(shí)際加工時的剪切速率,。因此,,由本方法得到的各種熱塑性塑料的數(shù)據(jù)不一定與它們在實(shí)際使用中的性能有關(guān)。兩種方法在質(zhì)量控制中都是有用的,。
2,、引用標(biāo)準(zhǔn):
下列標(biāo)準(zhǔn)所包含的條文,,通過在本標(biāo)準(zhǔn)中引用而構(gòu)成為本標(biāo)準(zhǔn)的條文,。本標(biāo)準(zhǔn)出版時,所示版本均為有效,。所有標(biāo)準(zhǔn)都會被修訂,,使用本標(biāo)準(zhǔn)的各方應(yīng)探討使用下列標(biāo)準(zhǔn)版本的可能性。
GB/T 1031—1995 表面粗糙度 參數(shù)及其數(shù)值(neq ISO 468:1982)
3,、儀器:
3.1 主要儀器
3.1.1 本儀器基本上是一臺在設(shè)定溫度條件下操作的擠出式塑度儀,,基本結(jié)構(gòu)如圖1所示。熱塑性材料裝在垂直料筒中,,在承受負(fù)荷的活塞作用下經(jīng)標(biāo)準(zhǔn)口模擠出,。該儀器由下列必要部件組成:
3.1.2 料筒:固定在垂直位置,由能夠在加熱體系達(dá)到的高溫度下抗磨損和抗腐蝕的材料制成,,而且與被測樣品不發(fā)生反應(yīng),,對某些特殊材料,測試溫度要求能達(dá)到450℃,。料筒長度為115~180mm,,內(nèi)徑:9.550mm±0.025mm。底部的絕熱應(yīng)使金屬暴露面積小于4cm2,,建議用三氧化二鋁陶瓷纖維或他合適材料用作底部絕熱材料,,以免粘附擠出物。
料筒內(nèi)膛硬度應(yīng)不小于500(HV5~HV100)維氏硬度,;表面粗糙度Ra(算術(shù)平均值)應(yīng)小于0.25μm(GB/T 1031—1995),;如果需要,可安裝一個活塞導(dǎo)向套,,以減少因活塞不對中所引起的摩擦,,使實(shí)際負(fù)荷與標(biāo)稱負(fù)荷間的誤差不大于±0.5%。
3.1.3 鋼制活塞:其工作長度應(yīng)不短于料筒長度,,應(yīng)有一個長6.35mm±0.10mm的活塞頭,,活塞頭直徑應(yīng)比料筒內(nèi)徑小0.075mm±0.010mm,上部邊緣應(yīng)光滑,,活塞頭上部的活塞桿直徑應(yīng)縮小至大約9mm,。在活塞頂部可加一個柱形螺栓以支撐可卸去的負(fù)荷砝碼,,但活塞需和負(fù)荷絕熱。在活塞桿上應(yīng)刻有兩條相距30mm的環(huán)形細(xì)參照標(biāo)線,,當(dāng)活塞頭底部與??谏喜肯嗑?0mm時,上標(biāo)線與料筒口齊平,,這兩條標(biāo)線作為測量時的參照點(diǎn)(見6.3和7.4),。
為了保證儀器運(yùn)轉(zhuǎn)良好,料筒和活塞應(yīng)采用不同硬度的材料制成,,為方便維修和更換,,料筒宜用較活塞更硬的材料制成。
活塞可以中空,,也可以實(shí)心,。在使用小負(fù)荷試驗時,活塞應(yīng)該是空心的,,否則可能達(dá)不到規(guī)定的小負(fù)荷,。當(dāng)使用較大負(fù)荷試驗時,空心活塞是不適合的,,因為較大負(fù)荷可能使其變形,,應(yīng)使用實(shí)心活塞,或使用具有活塞導(dǎo)承的空心活塞,。如果使用后者,,由于這種活塞桿比通常的活塞桿長,應(yīng)確保沿活塞的熱損失不會改變材料的試驗溫度,。
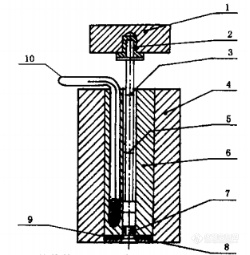
1—可卸負(fù)荷,;2—絕熱體;3—上參照標(biāo)線,;4—絕熱體,;5—下參照標(biāo)線;
6—鋼筒,;7—口模,;8—絕熱板;9—口模擋板,;10—控制溫度計
圖1 測定熔體流動速率的典型裝置
3.1.4 溫度控制系統(tǒng)
對于任何設(shè)定的料筒溫度,,在整個試驗過程中,從??诘娇稍试S加料高度整個范圍內(nèi)的溫度都應(yīng)得到有效控制,,在筒壁所測溫度的差異不得超過表1規(guī)定的范圍。
注:料筒壁溫可通過裝在壁內(nèi)的鉑熱電偶溫度計測量,,如果儀器未配有此類裝置,,則根據(jù)所用溫度計的類型,,在離筒壁一定距離的熔體中測定。
溫度控制系統(tǒng)應(yīng)允許以1℃或更小的間隔設(shè)置試驗溫度,。
表1 溫度隨距離和時間變化的大允差
試驗溫度θ,,℃ | 溫度允差,℃ | |
隨距離 | 隨時間 | |
θ≤200 | ±1 | ±0.5 |
200<θ≤300 | ±1.5 | ±1.0 |
θ>300 | ±2 | ±1.5 |
3.1.5 口模,,由碳化鎢或高硬度鋼制成,;長8.00mm±0.025mm;內(nèi)孔應(yīng)圓而直,,內(nèi)徑為2.095mm且均勻,,其任何位置的公差應(yīng)在±0.005mm范圍內(nèi)。
內(nèi)孔硬度應(yīng)不小于維氏硬度500(HV5~HV100),,表面粗糙度Ra(算術(shù)平均值)應(yīng)小于0.25μm(GB/T 1031—1995),。口模不能突出于料筒底部(見圖1),,其內(nèi)孔必須安裝得與料筒內(nèi)孔同軸。
3.1.6 安裝并保持料筒*垂直的方法
一個垂直于料筒軸線安置的雙向氣泡水平儀和可調(diào)儀器支腳適合使料筒保持垂直,。
注:這樣可避免活塞受到過分摩擦或在大負(fù)荷下彎曲,。一種上端帶有水平儀的仿真活塞可用于檢查料筒是否*垂直。
3.1.7 可卸負(fù)荷,,位于活塞頂部,,由一組可調(diào)節(jié)砝碼組成,這些砝碼與活塞所組合的質(zhì)量可調(diào)節(jié)到所選定的標(biāo)稱負(fù)荷,,準(zhǔn)確度達(dá)0.5%,。對于較大負(fù)荷,可選用機(jī)械加載負(fù)荷裝置,。
3.2 附件
3.2.1 通用附件
3.2.1.1 將樣品裝入料筒的裝置,,由無磨損作用材料制成的裝料桿。
3.2.1.2 清潔裝置,。
3.2.1.3 玻璃水銀溫度計(校準(zhǔn)溫度計)或其他溫度測量裝置,,在按5.1規(guī)定的溫度及浸沒條件校正控溫系統(tǒng)時,能將溫度準(zhǔn)確地校正到±0.5℃,。
3.2.2 方法A所用附件
3.22.1 切斷工具,,用于切割擠出的試樣,可用邊緣鋒利的刮刀,。
3.2.2.2 秒表,,準(zhǔn)確至±0.1s。
3.2.2.3 天平,,準(zhǔn)確至±0.5mg,。
3.2.3 方法B所用附件
測量裝置:可自動測量活塞移動的距離和時間,。
4、試樣:
4.1 只要能夠裝入料筒內(nèi)膛,,試樣可為任何形狀,,例如:粉料、粒料或薄膜碎片,。
注:有些粉狀材料若不經(jīng)預(yù)先壓制,,試驗時將不能得到無氣泡的小條。
4.2 試驗前應(yīng)按照材料規(guī)格標(biāo)準(zhǔn),,對材料進(jìn)行狀態(tài)調(diào)節(jié),,必要時,還應(yīng)進(jìn)行穩(wěn)定化處理,。
5,、儀器的溫度校正、清洗和維護(hù):
5.1 控溫系統(tǒng)的校正
5.1.1 溫度控制系統(tǒng)(3.1.4)的準(zhǔn)確性應(yīng)定期校準(zhǔn),。為此,,先要調(diào)節(jié)溫度控制系統(tǒng),使控制溫度計顯示的料筒溫度恒定在要求的溫度,。把校準(zhǔn)溫度計(3.2.1.3)預(yù)熱到同樣溫度,,然后將一些受試材料或替代材料(見5.1.2)按試驗時的同樣步驟(見6.2)加入料筒。材料*裝好后等4min,,將校準(zhǔn)溫度計插入樣品中,,并沒入材料,直到水銀球頂端離口模上表面10mm為止,。再過4~10min,,用校準(zhǔn)溫度計與控制溫度計讀數(shù)差值來校正控制溫度計所顯示的溫度。還應(yīng)沿料筒方向校準(zhǔn)多點(diǎn)溫度,,以每10mm間隔測定試料溫度,,直到離口模上表面60mm的點(diǎn)為止。兩個值的大偏差應(yīng)符合表1規(guī)定,。
5.1.2 溫度校正時選用的材料必須能夠充分流動,,以使水銀溫度計的球在插入時不至用力過大而受到損壞,在校正溫度時,,熔體流動速率(MFR)大于45g/10min(2.16kg負(fù)荷)的材料是合適的,。
如果溫度校正時使用某種材料代替較粘稠的受試材料,則替代材料的導(dǎo)熱性應(yīng)與受試材料一致,,以使它們有相似的熱行為,。溫度校正時的加料量應(yīng)能使校正溫度計桿有足夠長度插入其中,以使測量準(zhǔn)確,。這可通過取出校正溫度計,、檢查材料在溫度計桿上的粘覆高度來確定,。
5.2 儀器清洗
每次測試以后,都要把儀器*清洗,,料筒可用布片擦凈,活塞應(yīng)趁熱用布擦凈,,口模可以用緊配合的黃銅絞刀或木釘清理,。也可以在約550℃的氮?dú)猸h(huán)境下用熱裂解的方法清洗,。但不能使用磨料及可能會損傷料筒、活塞和口模表面的類似材料,。必須注意,,所用的清洗程序不能影響口模尺寸和表面粗糙度。
如果使用溶劑清洗料筒,,要注意其對下一步測試可能產(chǎn)生的影響應(yīng)是可忽略不計的,。
注:建議對常用儀器在較短時間間隔,例如每周一次,,將如圖1安裝的絕熱板和口模擋板拆下,,對料筒進(jìn)行*清洗。
6,、方法A:
6.1 清洗儀器(見5.2),。在開始做一組試驗前,要保證料筒(3.1.2)在選定溫度恒溫不少于15min,。
6.2 根據(jù)預(yù)先估計的流動速率,將3~8g樣品裝入料筒(見表2),。裝料時,,用手持裝料桿(3.2.1.1)壓實(shí)樣料。對于氧化降解敏感的材料,,裝料時應(yīng)盡可能避免接觸空氣,,并在1min內(nèi)完成裝料過程。根據(jù)材料的流動速率,,將加負(fù)荷或未加負(fù)荷的活塞放入料筒,。
如果材料的熔體流動速率高于10g/10min,在預(yù)熱過程中試樣的損失就不能忽視,。在這種情況下,,預(yù)熱時就要用不加負(fù)荷或只加小負(fù)荷的活塞,直到4min預(yù)熱期結(jié)束再把負(fù)荷改變?yōu)樗枰呢?fù)荷,。當(dāng)熔體流動速率非常高時,,則需要使用口模塞。
表2
熔體流動速率1),,g/10min | 料筒中樣品質(zhì)2),,g | 擠出物切斷時間間隔,,s |
0.1~0.5 | 3~5 | 240 |
>0.5~1 | 4~6 | 120 |
>1~3.5 | 4~6 | 60 |
>3.5~10 | 6~8 | 30 |
>10 | 6~8 | 5~153) |
1)如果本試驗中所測得的數(shù)值小于0.1g/10min或大于100g/10min,建議不測熔體流動速率,。 2)當(dāng)材料密度大于1.0g/cm3時,,可能需增加試樣量。 3)當(dāng)測定MFR大于25g/10min的材料時,,為了獲得足夠的再現(xiàn)性,,可能需要對小于0.1s的切段時間間隔進(jìn)行自動控制和測量或使用方法B | ||
6.3 在裝料完成后4min,溫度應(yīng)恢復(fù)到所選定的溫度,,如果原來沒有加負(fù)荷或負(fù)荷不足的,,此時應(yīng)把選定的負(fù)荷加到活塞上。讓活塞在重力的作用下下降,,直到擠出沒有氣泡的細(xì)條,,根據(jù)材料的實(shí)際粘度,這個現(xiàn)象可能在加負(fù)荷前或加負(fù)荷后出現(xiàn),。這個操作時間不應(yīng)超過1min,。用切斷工具(3.2.2.1)切斷擠出物并丟棄。然后讓加負(fù)荷的活塞在重力作用下繼續(xù)下降,。當(dāng)下標(biāo)線到達(dá)料筒頂面時,,開始用秒表(3.2.2.2)計時,同時用切斷工具切斷擠出物并丟棄之,。
然后,,逐一收集按一定時間間隔的擠出物切段,以測定擠出速率,,切段時間間隔取決于熔體流動速率,,每條切段的長度應(yīng)不短于10mm,為10~20mm,,標(biāo)準(zhǔn)時間間隔見表2,。
對于MFR(和MVR)較小和(或)模口膨脹較高的材料,,在240s的大切段間隔內(nèi),,可能難于獲得不小于10mm的切段長度。在這種情況下,,只有在240s內(nèi)得到的每個切段質(zhì)量達(dá)到0.04g以上時,,才能使用方法A,否則應(yīng)使用方法B,。
當(dāng)活塞桿的上標(biāo)線達(dá)到料筒頂面時停止切割,。丟棄有肉眼可見氣泡的切段。冷卻后,將保留下的切段(至少3個)逐一稱量,,準(zhǔn)確到1mg,,計算它們的平均質(zhì)量。如果單個稱量值中的大值和小值之差超過平均值的15%,,則舍棄該組數(shù)據(jù),,并用新樣品重做試驗。
從裝料到切斷后一個樣條的時間不應(yīng)超過25min,。
7,、方法B:
7.1 原則
熔體質(zhì)量流動速率(MFR)和熔體體積流動速率(MVR)的測定采用如下兩條原則之一:
a)測定在規(guī)定時間內(nèi)活塞移動的距離;
b)測定活塞移動規(guī)定距離所用的時間,。
7.2 *測量準(zhǔn)確度
為使介于0.1~50g/10min的MFR或介于0.1~50cm3/10min的MVR測定有重復(fù)性,,活塞位移測量應(yīng)到土0.1mm,時間測量應(yīng)準(zhǔn)確到0.1s,。
7.3 操作準(zhǔn)備
按照方法A中6.1到6.3(到段末)規(guī)定進(jìn)行,。
7.4 測定
7.4.1 當(dāng)下標(biāo)線達(dá)到料筒頂面時,開始自動測定,。
7.4.2按下述進(jìn)行測定:
a)如果采用7.1a)的原則,,測量活塞在預(yù)定時間內(nèi)的移動距離;
b)如果采用7.1b)的原則,,測量活塞移動規(guī)定距離所需的時間,。
當(dāng)活塞桿上標(biāo)線達(dá)到料筒頂面時停止測量。
7.4.3 從加料開始到測得后一個數(shù)據(jù)的時間不得超過25min,。
7.5 結(jié)果表示
8,、流動速率比(FRR):
兩個MFR(或MVR)值之間的關(guān)系稱為流動速率比,如公式(5)所示:

一般用來表征材料分子量分布對其流變行為的影響,。
注:用于測定流動速率比的條件,,列在相應(yīng)的材料標(biāo)準(zhǔn)中。
9,、精密度:
用本方法測量特定材料時,應(yīng)考慮導(dǎo)致降低重復(fù)性的因素,,這些因素包括:
a)在預(yù)熱或試驗時,,由于材料的熱降解或交聯(lián),會引起熔體流動速率的變化(需要長時間預(yù)熱的粉狀材料對此影響更敏感,,在某些情況,,需要加入穩(wěn)定劑以減小這種變化)。
b)對填充或增強(qiáng)材料,,填料的分布狀況或取向可影響熔體流動速率,。
因尚未獲得實(shí)驗室間試驗數(shù)據(jù),本方法的精密度尚不能確定。因涉及的材料很多,,用單一的精密度來描述是不合適的,,但±10%的變異系數(shù)是可期望的。
10,、試驗報告:
試驗報告應(yīng)包括如下幾個部分:
a)注明參照本標(biāo)準(zhǔn),;
b)試樣的詳細(xì)說明,包括裝入料筒時的物理形狀,;
c)狀態(tài)調(diào)節(jié)的詳細(xì)說明,;
d)穩(wěn)定化處理的詳細(xì)說明(見4.2)
e)試驗中所用溫度和負(fù)荷;
f)對于方法A,,切段質(zhì)量和切段時間間隔,;對于方法B,預(yù)定的時間或活塞移動距離,,以及對應(yīng)的活塞移動距離或所用時間的測定值,;
g)熔體質(zhì)量流動速率,g/10min,;或熔體體積流動速率,,cm3/10min。結(jié)果表示取兩位有效數(shù)字,,(當(dāng)獲得多個測定值時,,應(yīng)報告所有單個測定值);
h)需要時,,報告流動速率比(FRR),;
i)報告試樣的任何異常情況,例如變色,、發(fā)粘,、擠出物扭曲或熔體流動速率的異常變化;
j)試驗日期,。
以上信息由企業(yè)自行提供,信息內(nèi)容的真實(shí)性,、準(zhǔn)確性和合法性由相關(guān)企業(yè)負(fù)責(zé),,化工儀器網(wǎng)對此不承擔(dān)任何保證責(zé)任。 溫馨提示:為規(guī)避購買風(fēng)險,,建議您在購買產(chǎn)品前務(wù)必確認(rèn)供應(yīng)商資質(zhì)及產(chǎn)品質(zhì)量,。