QQ交談
QQ交談 MSN交談
MSN交談請輸入產(chǎn)品關(guān)鍵字:

郵編:201601
聯(lián)系人:李先生
電話:86-021-54705352
傳真:86-021-51714681
手機(jī):15026700728
留言:發(fā)送留言
網(wǎng)址:www.lmzezhu.com
商鋪:http://sorrent.com.cn/st241043/
PFS字模的維修方法
點(diǎn)擊次數(shù):706 發(fā)布時(shí)間:2015-7-8
PFS字模的維修方法
一,、字模撥片的更換方法
1.更換字模撥片注意事項(xiàng):
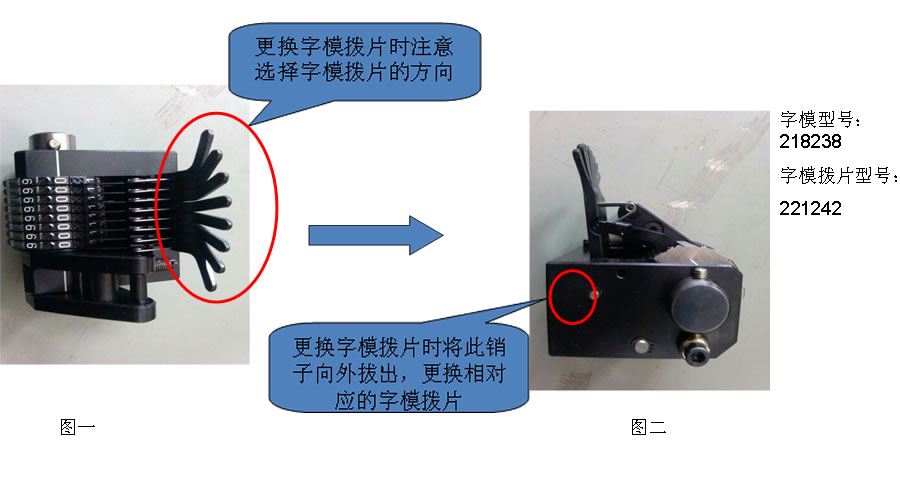
1.1、選擇字模撥片時(shí),,要注意字模撥片的方向,,如(圖一)所示每個(gè)字模撥片的方向都是不一樣的,左右不可顛倒互換使用,。
1.2,、更換字模撥片只需要將圖(二)所示的銷子拔出,在將對應(yīng)字模撥片換上即可,。
二,、PFS 打鋼印機(jī)T12傳感器的更換方法
2.更換T12傳感器方法
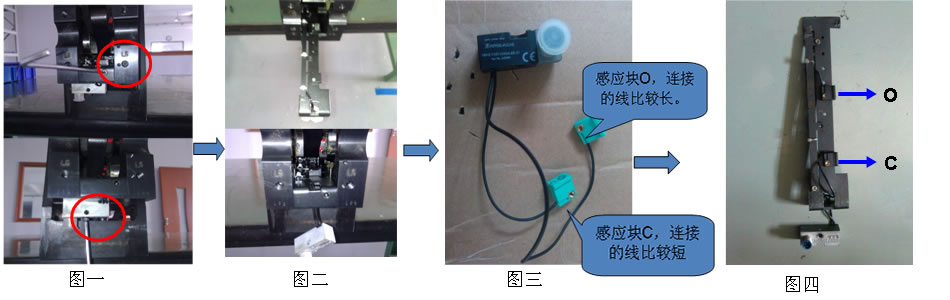
2.1.、首先將傳感器及支架上的兩顆螺絲取下,,然后在將傳感器支架取出,,取支架時(shí)要注意:支架安裝的都比較緊,所以在取支架時(shí)如需外力要注意不要將傳感器線碰斷,。
如(圖一,、二)
2.2、更換傳感器時(shí)感應(yīng)塊C在上面,,O在下面(如圖三,、四)。
三,、字模撥號不到位處理方法
1,、字模撥號不到位的情況經(jīng)常會出現(xiàn)在自動撥號的打鋼印上,,出現(xiàn)這種情況應(yīng)該檢查的機(jī)械部件有以下幾處:
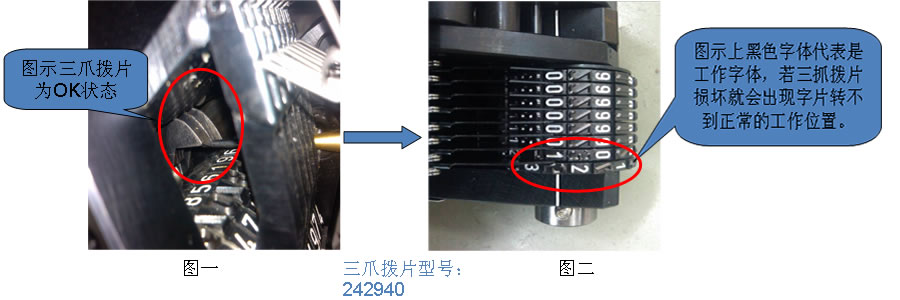
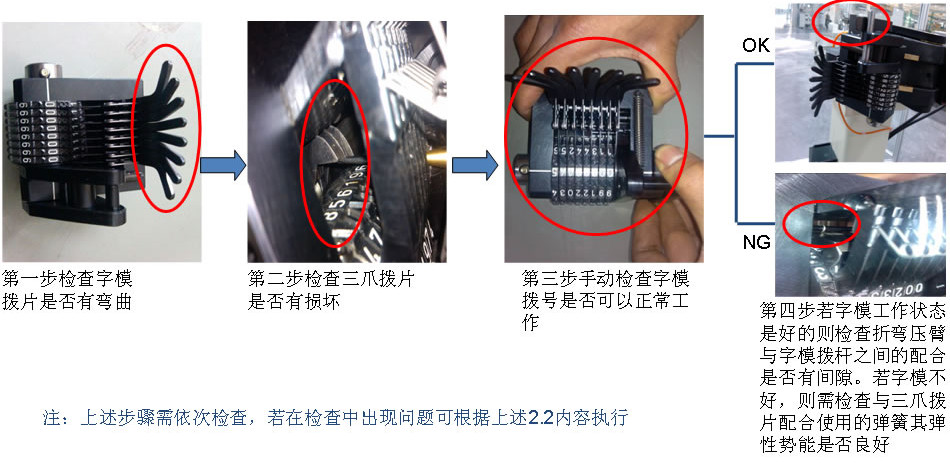
1、檢查自動撥號字模內(nèi)部的三爪撥片是否損壞(損壞是指三爪撥片中的一個(gè)爪或多個(gè)爪斷裂),,檢測三爪撥片是否斷裂如(如圖一),,因?yàn)槿羧芷袚p壞,會使三爪撥片帶動的字片不能轉(zhuǎn)到工作位置如(圖二)
2. ,、 壓臂式自動撥號的打鋼印機(jī)出現(xiàn)撥號不到位的情況處理方式如下:
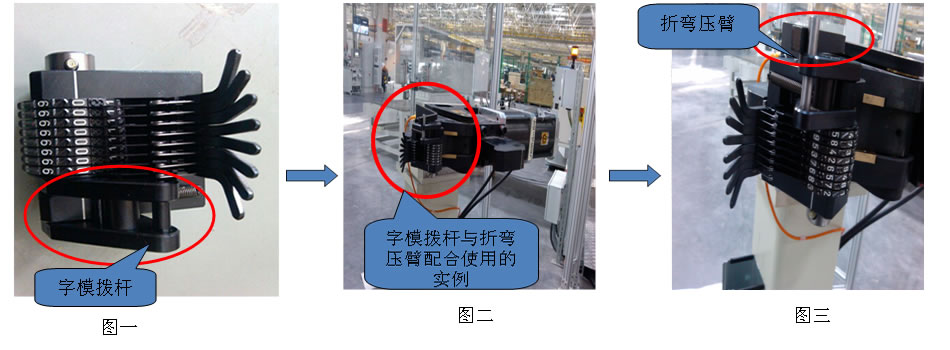
2.1,、 壓臂式打鋼印機(jī)的機(jī)構(gòu)如(圖一)
2.2、 當(dāng)壓臂式打鋼印機(jī)出現(xiàn)自動撥號部位不到位的情況時(shí),,首先檢查字模是否處于正常工作狀態(tài),,其步驟如下:
2.2.1、 將字模取下,,檢查字模內(nèi)部的三爪撥片是否損壞,,若損壞則需更換三爪撥片。
2.2.2,、若三爪撥片狀態(tài)OK,,可手動旋轉(zhuǎn)壓臂,觀察字??刹豢梢宰詣訐芴柕轿?,若可以撥號到位,說明字模是好的,。若撥不到位則需檢查與三爪撥片配合使用的彈簧的狀 態(tài)是否OK,,若不好則需更換。
2.2.3,、 若字模手動撥號時(shí),,可以正常工作,自動時(shí)不能正常工作,。說明字模在工作時(shí),,三爪撥片沒有將字片撥到位,影響三爪撥片運(yùn)動行程的是與字模配合使用的折彎壓臂 如(圖二)
2.2.4,、折彎壓臂在使用時(shí)候,,是壓緊字模撥桿的,如(圖三),。若折彎壓臂與字模之間有間隙或沒有壓緊,,就會導(dǎo)致三爪撥片不能將字片撥到工作位置,從而出現(xiàn)撥號不到 位的情況,。
2.2.5,、 調(diào)整方法一 : 折彎壓臂上有個(gè)腰形槽,,可以通過腰形槽調(diào)節(jié)折彎支架對字模撥桿的壓緊力,。
調(diào)整方法二 : 可以將與字模配合使用的折彎壓臂用外力向壓緊字模撥桿的方向調(diào)整折彎壓臂的彎曲度,,直到壓緊字模撥桿。
具體操作方式如圖
3,、液壓式打鋼印機(jī)字模撥號不到位的處理方法:
3.1,、字模是否良好的檢查方法如2.2所述。
3.2,、手動撥號時(shí)可以到位,,自動時(shí)不能撥號到位的處理方式如下:
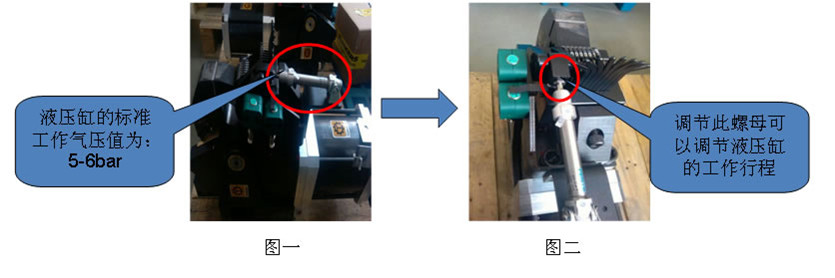
*步 檢查 (圖一)所示液壓缸工作是否正常,若工作時(shí)推不倒位會影響到三爪撥片的工作位置,,從而出現(xiàn)撥號不到位的情況,,此種情況需更換液壓缸。若液壓缸工作正
常,,則 進(jìn)入第二步,。
第二步 若手動撥號時(shí)字模可以撥號到位,,全線自動時(shí)字模不可以撥號到位,,則需客戶檢查打鋼印機(jī)的氣壓值是否達(dá)到要求,標(biāo)準(zhǔn)氣壓值為:5-6bar.
若氣壓值在標(biāo)準(zhǔn)范圍內(nèi),,客戶可以調(diào)節(jié)液壓缸的調(diào)節(jié)螺絲來調(diào)節(jié)液壓缸的工作行程,,從而帶動內(nèi)部的三爪撥片達(dá)到工作位置。
4,、如何調(diào)節(jié)打鋼印機(jī)的打字深度,?
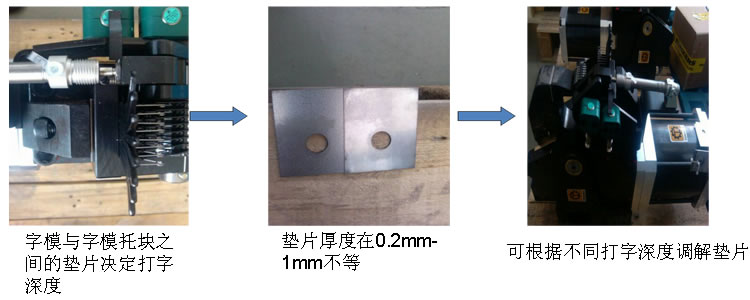
4.1、調(diào)節(jié)打鋼印機(jī)的打字深度,,可以通過調(diào)節(jié)字模托塊與字模之間的墊片來完成,,字模下面墊的墊片越多,字模與旋臂壓塊之間的距離就越小,,打字時(shí)的深度越深,,需要的力就越大,有時(shí)還會伴隨較大聲音,,反之則減少墊片,。
四、PFS型號定義