





FBM207B 《FBM207B》
| 參考價(jià) | ¥ 1000 |
| 訂貨量 | ≥1 |
- 公司名稱 廈門仲鑫達(dá)自動(dòng)化設(shè)備有限公司
- 品牌
- 型號(hào) FBM207B
- 產(chǎn)地 進(jìn)口
- 廠商性質(zhì) 經(jīng)銷商
- 更新時(shí)間 2017/2/17 21:23:04
- 訪問(wèn)次數(shù) 735
聯(lián)系我們時(shí)請(qǐng)說(shuō)明是化工儀器網(wǎng)上看到的信息,,謝謝!
2.系統(tǒng)功能 FBM207B
輕軌精整PLC智能控制系統(tǒng)包含銑床和鉆床控制,,實(shí)現(xiàn)的基本功能如下:
FBM207B
(1) 切換功能:可實(shí)現(xiàn)手動(dòng)與自動(dòng)控制的切換,。在通常情況下使用自動(dòng)檔,,當(dāng)需要檢修或調(diào)試的時(shí)候,,切換到手動(dòng)檔。
?。?/span>2) 自動(dòng)報(bào)警功能:發(fā)生異常情況,,可隨時(shí)報(bào)警,。當(dāng)夾緊頭快下、動(dòng)力頭快進(jìn),、動(dòng)力頭工進(jìn)以及動(dòng)力頭快退四個(gè)部分中任何一段出現(xiàn)異常情況時(shí),與之相應(yīng)的聲光報(bào)警就會(huì)動(dòng)作,,讓現(xiàn)場(chǎng)工作人員迅速采取措施,,避免或減少事故所造成的損失。
?。?/span>3) 自動(dòng)記憶功能:配有“停車”及“繼續(xù)運(yùn)行”按鈕,。當(dāng)工作過(guò)程中出現(xiàn)某些問(wèn)題需要暫停運(yùn)行時(shí),按下“停車”按鈕后,,機(jī)床停止運(yùn)行,,各部分均停留在原處不動(dòng),。再按下“繼續(xù)運(yùn)行”按鈕,則機(jī)床繼續(xù)運(yùn)行,。
?。?/span>4) 緊急停車復(fù)位功能:配備有“緊急停車復(fù)位”按鈕。當(dāng)在工作過(guò)程中發(fā)生異常,,或中途突然停電后恢復(fù)時(shí),,按下此按鈕使機(jī)床各部件回到加工前的初始狀態(tài),。
FBM207B
為實(shí)現(xiàn)上述功能,需要對(duì)運(yùn)行過(guò)程進(jìn)行智能判斷,,進(jìn)行相應(yīng)的控制,。同時(shí)考慮到PLC的運(yùn)算功能的限制,,需要加入故障診斷模塊,并進(jìn)行相應(yīng)的顯示,。
3. 系統(tǒng)組成 FBM207B
PLC選用三菱公司的FX2N系列可編程序控制器實(shí)現(xiàn)[1],由可編程序控制器構(gòu)成的輕軌精整智能控制系統(tǒng)結(jié)構(gòu)如下:
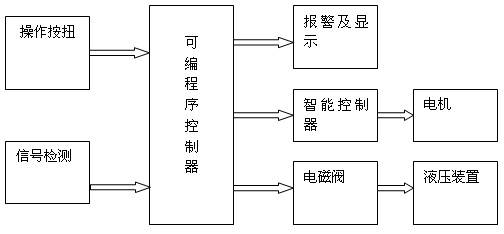
圖1. 輕軌精整智能控制系統(tǒng)結(jié)構(gòu)圖
FBM207B
該系統(tǒng)有輸入,、控制運(yùn)算和輸出三大部分組成,。
1)輸入部分包括操作按鈕和信號(hào)檢測(cè)兩部分,。
FBM207B
a.操作按鈕用來(lái)人工設(shè)置參數(shù)或進(jìn)行手動(dòng)操作,處理緊急情況,。
b.信號(hào)檢測(cè)是由傳感器自動(dòng)監(jiān)測(cè)生產(chǎn)線上機(jī)床的工作情況,,一旦出現(xiàn)異常情況,馬上報(bào)警提示操作者,,以進(jìn)行相應(yīng)的故障處理,如緊急停機(jī)處理等,,從而避免事故的發(fā)生,。
2)控制運(yùn)算部分
FBM207B
控制運(yùn)算部分主要由PLC來(lái)完成,,由控制系統(tǒng)的應(yīng)用軟件來(lái)完成信號(hào)的輸入、處理,、控制輸出的主要功能,。
3)輸出部分包括報(bào)警裝置、輸送和動(dòng)力裝置,、固定裝置
FBM207B
a.報(bào)警裝置由閃爍的紅、黃,、綠三種顏色燈和報(bào)警鈴聲構(gòu)成,,三種顏色分別對(duì)應(yīng)三種不同報(bào)警級(jí)別,。綠色表示系統(tǒng)正常,黃色表示系統(tǒng)參數(shù)超范圍,,但仍能工作,需要進(jìn)行處理;紅色報(bào)警并伴隨報(bào)警聲音,,必須緊急停機(jī)處理,。
b.輸送裝置由PLC輸出的信號(hào)控制主電路,,給電機(jī)發(fā)送指令,讓其自動(dòng)完成原料的傳送與動(dòng)力傳送,。
FBM207B
c.液壓裝置是固定裝置,由PLC控制器給定的信號(hào),,經(jīng)電磁閥控制液壓設(shè)備,,將原料固定在某一位置,,為原料加工服務(wù)。
4.系統(tǒng)軟件設(shè)計(jì)
4.1 PLC軟件設(shè)計(jì)考慮的問(wèn)題
FBM207B
利用梯形圖編制控制程序,,在 PLC軟件設(shè)計(jì)中要考慮以下幾個(gè)問(wèn)題:
(1) 強(qiáng)電關(guān)斷優(yōu)先原則:在銑床軟件設(shè)計(jì)中,,只要控制信號(hào)中有強(qiáng)電關(guān)斷的信號(hào),,則不管其它信號(hào)如何都要關(guān)斷強(qiáng)電,。如圖2所示,,只要關(guān)斷信號(hào)XO2=1,,則中間繼電器 M100 都要被關(guān)斷。 (2) 動(dòng)作互鎖原則:有些控制不能同時(shí)動(dòng)作,,就要進(jìn)行互鎖,。如主軸正、反轉(zhuǎn)控制,,圖 3為主軸互鎖控制示意圖,任何一個(gè)回路啟動(dòng)后必須同時(shí)關(guān)斷另一 個(gè)回路,,從而保證兩者不能同時(shí)動(dòng)作,。
FBM207B
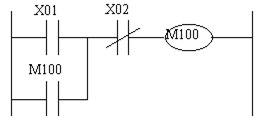
圖2
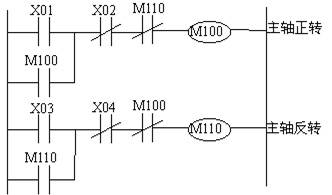
圖3
?。?/span>3) 順序聯(lián)鎖控制原則:即有些控制要求次序不能顛倒,這就要求前一個(gè)動(dòng)作常開觸點(diǎn)串在下一個(gè)控制動(dòng)作中,,同時(shí)將后一個(gè)動(dòng)作中的常閉觸點(diǎn)串在上一動(dòng)作的控制回路中,如圖4 所示,。
FBM207B
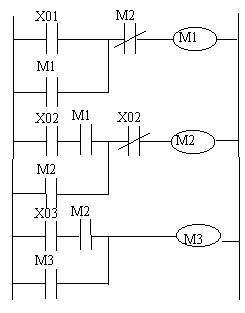
圖4
總之,,影響PLC控制系統(tǒng)的因素很多,,只要我們?cè)谲浖O(shè)計(jì)時(shí)充分考慮到各方面因素,就可避免出現(xiàn)故障,,控制系統(tǒng)的運(yùn)行就會(huì)更加穩(wěn)定 [2] ,。
FBM207B
4.2 PLC基本控制程序設(shè)計(jì)
具體銑床控制功能框圖如圖5所示,鉆床控制功能與之類似,。
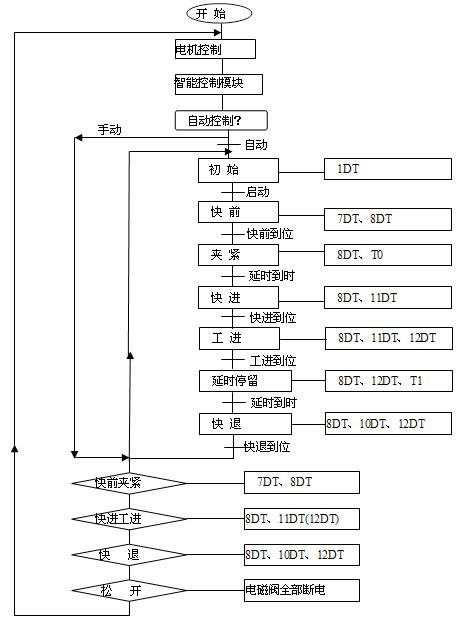
圖5. 銑床控制順序功能框圖
FBM207B
4.3 故障診斷模塊的程序設(shè)計(jì)
FBM207B
對(duì)于PLC系統(tǒng),由于內(nèi)存資源有限,,復(fù)雜的智能診斷難于實(shí)現(xiàn),為此加入了故障診斷智能模塊,,該模塊以單片機(jī)為基礎(chǔ),,采用C51編程,可方便實(shí)現(xiàn)各種控制算法,。
采用故障樹推理與專家經(jīng)驗(yàn)規(guī)則推理相結(jié)合的方法,,利用智能模塊的I/O功能及內(nèi)部信息進(jìn)行故障診斷。[3][4]
(1) 故障結(jié)構(gòu)分析
FBM207B
在進(jìn)行故障診斷設(shè)計(jì)時(shí),首先必須對(duì)整個(gè)系統(tǒng)可能發(fā)生的故障進(jìn)行分析,,得到系統(tǒng)的故障層次結(jié)構(gòu),利用這種層次結(jié)構(gòu)進(jìn)行故障診斷部分的設(shè)計(jì),。圖6為系統(tǒng)的故障層次結(jié)構(gòu)。
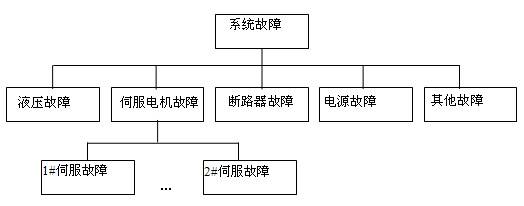
圖6. 故障層次結(jié)構(gòu)框圖
(2)程序設(shè)計(jì)
FBM207B
系統(tǒng)故障結(jié)構(gòu)的層次性為故障診斷提供了一個(gè)合理的層次模型,。在進(jìn)行系統(tǒng)的程序設(shè)計(jì)時(shí),,應(yīng)充分考慮到故障結(jié)構(gòu)的層次,,合理安排邏輯流程。在引入故障輸入點(diǎn)時(shí)應(yīng)注意兩點(diǎn):
a. 必須將系統(tǒng)所有可能引起故障的檢測(cè)點(diǎn)引入PLC,,這主要是從系統(tǒng)的安全可靠運(yùn)行考慮,,以便系統(tǒng)能及時(shí)進(jìn)行故障處理;
b. 應(yīng)在系統(tǒng)允許的條件下盡可能多的將zui底層的故障輸入信息引入PLC的程序中,,以便得到更多的故障檢測(cè)信息為系統(tǒng)的故障自診斷提供服務(wù)。
FBM207B
5.結(jié)束語(yǔ)
經(jīng)過(guò)在線調(diào)試和工業(yè)試驗(yàn)運(yùn)行階段后,,該控制系統(tǒng)已于2004年正式投入運(yùn)行,運(yùn)行以來(lái),,效果良好,實(shí)現(xiàn)了預(yù)定的控制功能要求,,克服了繼電器、接觸器控制帶來(lái)的局限,,避免了原控制系統(tǒng)輔助元件多,、故障率高、工作噪聲大,、控制方式單一、維護(hù)困難等問(wèn)題,。手動(dòng)與自動(dòng)切換方便,,抗*力強(qiáng),適合鋼廠生產(chǎn)線的惡劣的工作環(huán)境,且易于計(jì)算機(jī)通訊,,實(shí)現(xiàn)網(wǎng)絡(luò)監(jiān)控。FBM207B


 采購(gòu)中心
采購(gòu)中心
 化工儀器網(wǎng)
化工儀器網(wǎng)